一种连接器及其制造方法与流程
一种连接器及其制造方法
【技术领域】
1.本技术涉及电子元器件技术领域,尤其涉及一种连接器及其制造方法。
背景技术:
2.随着社会的进步,电子设备越来越多的出现在人们的视线中,连接器 的使用也越来越多。在连接器的制造生产过程中,现有的做法通常是先将 胶壳及端子装设于外壳中,然后将线束伸入外壳内腔并进行剥皮处理,然 后扭动多根导线以使每一导线与单一的端子铆接。由于连接器体型的限制, 导致外壳中内腔的空间较小,在扭动多根导线并将多根导线与多个端子铆 接的过程中,会出现多根导线与外壳内壁接触而出现刮伤的问题。由于空 间限制,在将导线与端子的连接过程中,需要多次拉扯导线,从而还会出 现端子松动而导致的接触不良的问题。且由于多个端子布局并设置于胶壳 内,在胶壳受到撞击或摔落时,容易导致端子松动或脱离而问题,并在单 个端子松动或脱离时,无法准确判断具体端子的损坏情况,从而造成维修 困难的问题。
技术实现要素:
3.有鉴于此,有必要提供一种能防止线束划伤并能保证端子连接稳定性 及便于端子维修的连接器及其制造方法,以解决上述问题。
4.本技术的实施例提供一种连接器,包括:
5.外壳,设有容置腔;
6.胶壳,固定于所述容置腔内,所述胶壳开设有固定槽;
7.端子,包括依次设置的限位部、铆压部和导向部,所述限位部卡紧于 所述固定槽内,所述铆压部和所述导向部凸伸出所述固定槽;
8.盖体,盖设于所述固定槽的开口处,并将所述铆压部和所述导向部压 紧于所述固定槽内;
9.线束,穿过所述导向部并固定于所述铆压部内。
10.在本技术的至少一个实施例中,所述导向部具有面向所述铆压部的第 一面;
11.所述铆压部包括底座和相对设于所述底座上的第一引脚和第二引脚;
12.所述第一面固定于所述底座侧面;
13.所述第一引脚和所述第二引脚可相向移动以夹紧所述线束。
14.在本技术的至少一个实施例中,所述铆压部在所述第一引脚和所述第 二引脚之间开设有用于供所述线束插入的第一连接孔;
15.所述导向部开设有供所述线束插入的第二连接孔;
16.其中,所述第一连接孔的直径大于所述线束内芯的直径,并小于所述 线束的外径,所述第二连接孔的直径等于所述线束的外径。
17.在本技术的至少一个实施例中,所述限位部包括底板和设于所述底板 相对两侧壁上的第一卡紧部和第二卡紧部;
18.所述胶壳相对两内壁上开设有与所述固定槽连通的卡紧槽;
19.所述第一卡紧部和所述第二卡紧部能卡紧于两所述卡紧槽内。
20.在本技术的至少一个实施例中,所述第一卡紧部和所述第二卡紧部自 所述底板的侧面向靠近所述铆压部一端偏移。
21.在本技术的至少一个实施例中,沿多个所述端子的排列方向,所述第 一卡紧部和所述第二卡紧部之间的距离大于所述固定槽的宽度。
22.在本技术的至少一个实施例中,所述第一卡紧部和所述第二卡紧部由 可弹性形变的材料制成。
23.在本技术的至少一个实施例中,所述连接器还包括多个接触传感器和 多个发光件;
24.每一所述限位部面向所述胶壳的端面及所述固定槽内均相对设有一个 所述接触传感器,每一所述固定槽内设有一个所述发光件,且位于同一所 述固定槽内的所述接触传感器与所述发光件电连接,以在所述限位部与所 述固定槽底面分离时,位于所述固定槽内的接触传感器控制同一所述固定 槽内的发光件发光。
25.在本技术的至少一个实施例中,所述胶壳由透明材料制成。
26.一种连接器的制造方法,应用于上述所述的连接器中,包括如下步骤:
27.对线束进行裁切、剥外皮及剪编织网处理;
28.将线束的一端穿过端子的导向部并固定于铆压部上;
29.将端子的限位部卡紧于胶壳上的固定槽内,并使所述端子带有所述线 束的另一端凸伸出所述固定槽;
30.盖设盖体于所述固定槽的开口处,并将所述端子带有所述线束的一端 压紧于所述固定槽内;
31.放置所述胶壳于所述容置腔内,盖设后盖于所述外壳上,以将所述胶 壳固定于所述容置腔内。
32.本技术至少具有以下有益效果:
33.1、在胶壳上设置相互连通的限位孔和固定槽,将端子的限位部伸入限 位孔内,以保证了端子与胶壳连接的位置精度,并可防止端子沿固定槽的 延伸方向移动,从而在线束与端子的铆压过程中,降低了由于端子位置晃 动而出现的铆压难的问题,并能降低在线束与端子铆压后由于拉扯线束而 造成端子错位的问题,提高了工作效率。且铆压部伸出固定槽设置,盖体 可将铆压部压紧于固定槽内,从而将线束压紧于铆压部上,从而进一步地 保证了线束与铆压部连接的紧固性,降低由于线束或端子被拉扯而出现的 线束与端子连接出现松动而产生的接触不良的问题。
34.2、在铆压部之前设置导向部,保证了线束与铆压部上第一连接孔连接 的精度,且在线束完全插设至第一连接孔和第二连接孔内时并被铆压于第 一连接孔内时,导向部套设在线束外表面,从而进一步限制线束的晃动, 以更好的保证线束连接的稳定性;导向部在线束剥皮一端出现铜丝分叉时, 导向部内壁能将分叉的铜丝进行调整,将分叉的铜丝约束在线束内芯部分 或压紧于线束的外表面上,并隐藏于导向部内壁,从而防止因为剥皮而导 致的线束铜丝分叉伸出端子而产生的电路短路或断路问题,保证了连接器 连接件的安全性。
35.3、在每一端子限位部上面向胶壳的端面及固定槽内相对设置接触传感 器,并在每一固定槽内设置与该固定槽内接触传感器电连接的发光件,以 在限位部面向胶壳的端面脱离固定槽底面时(即端子松动或脱离时),接 触传感器运行并将脱离信号传递至同一固定槽内的发光件处以控制该发光 件发光,从而在单一端子损坏时,便于工作人员识别具体损坏端子,以便 于连接器的维修,并能减少单个端子测试的时间,降低维修时间及成本; 进一步地,将胶壳使用透明材料制成,以更好的观察并定位具体发光件发 光情况。
36.4、通过使绝缘层伸入第一间隙的长度、使金属丝伸入第二间距的长度 在合适的范围内,以保证绝缘层在导向部内拉力大小,并便于金属丝的安 装、保证的金属丝在铆压部内的拉力大小,从而防止因端子拉扯而导致的 线束脱离的问题。
【附图说明】
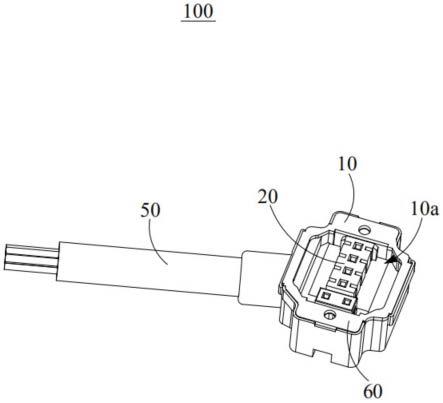
37.图1为本技术实施例一中连接器的立体结构示意图。
38.图2为图1所示的连接器第一视角的分解图。
39.图3为图1所示的连接器第二视角的分解图。
40.图4为图1所示的线束插接至端子前,胶壳及端子的分解图。
41.图5为图4所示的端子与线束的分解图。
42.图6为图5所示的线束与端子排配合时的正视图。
43.图7为图1所示的线束插接至端子后,胶壳及端子的分解图。
44.图8为本技术中连接器的制造方法的流程框图。图9为连接器线束所承受的最大拉力与需承受的标准拉力值的对比 图。
45.主要元件符号说明
46.100、连接器;10、外壳;10a、容置腔;11、本体;12、后盖;12a、 固定孔;20、胶壳;20a、固定槽;20b、限位孔;20c、卡紧槽;30、端子; 30a、第一间隙;30b、第二间隙;31、铆压部;31a、第一连接孔;311、 底座;312、第一引脚;313、第二引脚;32、限位部;321、底板;322、 第一卡紧部;323、第二卡紧部;33、导向部;331、固定层;33a、第一面; 33b、第二连接孔;40、盖体;50、线束;51、金属丝;52、绝缘层;60、 垫片;70、定位件;10b、60a、安装孔;80、接触传感器;90、发光件。
【具体实施方式】
47.下面将结合本技术实施例中的附图,对本技术实施例进行描述,显然, 所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。
48.需要说明的是,当一个组件被认为是“连接”另一个组件,它可以是 直接连接到另一个组件或者可能同时存在居中组件。当一个组件被认为是
ꢀ“
设于”另一个组件,它可以是直接设置在另一个组件上或者可能同时存 在居中组件。本文所使用的术语“顶”、“底”、“上”、“下”、“左”、
ꢀ“
右”、“前”、“后”、以及类似的表述只是为了说明的目的。
49.本技术的实施例提供一种连接器,包括:
50.外壳,设有容置腔;
51.胶壳,固定于所述容置腔内,所述胶壳开设有固定槽;
52.端子,包括依次设置的限位部、铆压部和导向部,所述限位部卡紧于 所述固定槽
内,所述铆压部和所述导向部凸伸出所述固定槽;
53.盖体,盖设于所述固定槽的开口处,并将所述铆压部和所述导向部压 紧于所述固定槽内;
54.线束,穿过所述导向部并固定于所述铆压部内。
55.本技术的实施例还提供一种连接器的制造方法,应用于上述的连接器 中,包括如下步骤:
56.对线束进行裁切、剥外皮及剪编织网处理;
57.将线束的一端穿过端子的导向部并固定于铆压部上;
58.将端子的限位部卡紧于胶壳上的固定槽内,并使所述端子带有所述线 束的另一端凸伸出所述固定槽;
59.盖设盖体于所述固定槽的开口处,并将所述端子带有所述线束的一端 压紧于所述固定槽内;
60.放置线束及胶壳于模具内,在所述模具内注塑以形成包绕所述胶壳和 所述线束的外壳。
61.下面结合附图,对本技术的一些实施例作详细说明。在不冲突的情况 下,下述的实施例及实施例中的特征可以相互组合。
62.请参阅图1和图2,本技术的实施例一提供一种连接器100,包括外壳 10、胶壳20、端子30、盖体40和线束50。外壳10设有容置腔10a,胶壳 20固定于容置腔10a内。胶壳20开设有固定槽20a,端子30一端设于固 定槽20a内,另一端凸伸出固定槽20a设置。盖体40盖设于固定槽20a 的开口处,用于挤压端子30,以将端子30压紧于固定槽20a内。且端子 30铆压于线束50一端,线束50的另一端伸出外壳10与用电设备或另一 端子30连接。
63.需要说明的是,容置腔10a的体积大于胶壳20的体积,以使胶壳20 可放置并固定于容置腔10a内。进一步地,为了防止连接器100在撞击或 跌落时胶壳20与外壳10脱落,连接器100还包括定位件70。具体地,定 位件70有两个,两个定位件70分别设于胶壳20相对的两侧,以使胶壳 20通过两个定位件70勾在外壳10内壁的槽(图未示)内,以保证胶壳20 与外壳10连接的稳固性。
64.优选的,定位件70为片状板结构,其通过倒装的方式安装于胶壳20 上,即定位件70的小头端固定于胶壳20上,大头端卡设在外壳10内的槽 中,以增加定位件70与外壳10的抵接面积。
65.进一步地,外壳10还包括本体11和可拆卸地设于本体11上的后盖 12,以在胶壳20安装于容置腔10a内后,通过将后盖12固定于本体上, 以实现胶壳的封堵。并在胶壳20内端子30损坏时,通过将后盖12从本体 11上拆卸,从而露出胶壳20,以便于实现端子30的更换。
66.在一具体实施例中,本体11与后盖12通过螺丝连接,本体11及后盖 12上开设有相对应的固定孔12a,螺丝伸入固定孔12a内以将后盖12固定 于本体11上;在另一实施例中,本体11与后盖12通过卡扣连接。
67.请参阅图1-图5,为了更好的在胶壳20内设置端子30,并进一步保 证多个端子30的稳固性,端子30包括铆压部31和设于铆压部31上的限 位部32,胶壳20开设有与固定槽20a连通的限位孔20b。铆压部31设于 并伸出固定槽20a,线束50固定于铆压部31上,限位部32伸入限位孔20b 内。以在端子30的设置于胶壳20的过程中,通过在将端子30的限位部 32
伸入限位孔20b内,以保证端子30与胶壳20在连接位置处的精度,并 可防止端子30沿固定槽20a的延伸方向移动。从而在线束50与端子30 铆压的过程中,降低了由于端子30位置晃动而出现的铆压难的问题,并能 降低在线束50与端子30铆压后由于拉扯线束50而造成端子30错位的问 题。
68.优选的,固定槽20a垂直限位孔20b设置,铆压部31垂直限位部32 设置。以在端子30及胶壳20的制造过程中,可以避免由于固定槽20a与 限位孔20b,或铆压部31与限位部32之间具有较小角度时出现开模难及 模型顶出难的问题。进一步地,在端子30设置于限位孔20b及固定槽20a 内,且线束50沿固定槽20a的开设方向拉扯端子30时,由于限位部32 与铆压部31垂直的设置,可以使限位部32与限位孔20b内壁之间产生较 大的受力面积,避免了由于限位孔20b与固定槽20a之间成角度设置时, 限位部32较轻易就能从限位孔20b内抽出的问题。
69.优选的,为了连接限位部32和铆压部31,铆压部31还包括底座311。 具体的,底座311为一硬质金属片。
70.进一步地,铆压部31包括相对设于底座311上的第一引脚312和第二 引脚313,以通过第一引脚312和第二引脚313的相对运动以将线束50卡 紧于第一引脚312和第二引脚313之间。优选的,铆压部31在第一引脚 312和第二引脚313之间开设有用于供线束50插入的第一连接孔31a,以 使线束50插设置第一连接孔31a内,从而在盖体40的压迫下将线束50 压紧至第一连接孔31a内,从而进一步地保证了线束50与铆压部31连接 的紧固性,降低由于线束50或端子30被拉扯而出现的线束50与端子30 连接出现松动而产生的接触不良的问题。
71.需要说明的的是,底座311固定于限位部32上,且不会因第一引脚 312及第二引脚313的相对移动而带动底座311运动。在一具体实施例中, 底座为与限位部32一体成型设置的金属片状结构。
72.更进一步地,为了保证线束50精准地插设至第一连接孔31a内,端子 30还包括设于铆压部31上的导向部33,导向部33用于供线束50穿过并 精准的伸入第一连接孔31a内。进一步地,导向部33开设有供线束50插 入的第二连接孔33b,以在线束33b插设置第一连接孔31a过程中,先穿 过第二连接孔33b,然后进入第一连接孔31a内,从而进一步地保证了线 束插接的精度。
73.优选的,第一连接孔31a的直径大于线束50内芯的直径,并小于线束 50的外径,第二连接孔33b的直径等于线束50的外径,以便于线束50经 导向部33而插设至铆压部31内,保证了线束50与铆压部31上第一连接 孔31a连接的精度。且在线束50完全插设至第一连接孔31a和第二连接孔 33b内时并被铆压于第一连接孔31a内时,导向部33套设在线束50外表 面,从而进一步限制线束50的晃动,以更好的保证线束50连接的稳定性。 再进一步地,通过设置导向部33,以在线束50剥皮一端出现铜丝分叉时, 导向部33内壁能将分叉的铜丝进行调整,将分叉的铜丝约束在线束50内 芯部分或压紧于线束50的外表面上,并隐藏于导向部33内壁,从而防止 因为剥皮而导致的线束50铜丝分叉伸出端子30而产生的电路短路或断路 问题,保证了连接器100连接件的安全性。
74.进一步地,导向部33具有面向铆压部31的第一面33a,第一面31a 固定于底座311侧面。
75.再进一步地,请参阅图6-图7,为了保证线束50铆压的紧固性,铆压 部31和导向部33之间设有第一间隙30a,线束50包括多根缠绕形成的金 属丝51及套设在多根金属丝51外表面的绝缘层52,优选的,绝缘层52 伸入第一间隙30a内,以防止线束50在被拉扯时,由于绝缘层52伸入第 一间隙30a的距离过短而造成的端子30拉力不足而出现的端子30脱落的 问题。
76.在一实施例中,为了保证线束绝缘层部分与端子之间的拉力,以在第 一间隙30a内留有足够长度的绝缘层52,从而防止因端子30拉扯而出现 的绝缘层52侧偏而脱离导向部33从而产生的端子30拉扯力不够的问题, 然而,线束的直径大小、以及第一间隙30a的宽度、第二间隙30b的宽度 均会影响绝缘层52伸入第一间隙30a内的长度、以及金属丝51伸入第二 间隙30b内的长度以满足连接器端子的安装和拉力大小的需求。
77.通过对部分常用的连接器线束,例如22awg-10awg其直径为 0.643mm-2.588mm,设置第一间隙30a的宽度为0.5mm-1.0mm的连接器100 作为实验对象,并对伸入第一间隙30a内不同长度的绝缘层52的连接器 100在导向部33处进行拉力实验,得到以下结果:
78.当绝缘层52伸入第一间隙30a内的长度范围为第一间隙30a的0%-42% 时,绝缘层52缩入至导向部33内部,从而导致线束50在导向部33处出 现拉力不足的问题,从而会导致端子30被线束拉扯至脱离导向部33;
79.当绝缘层52伸入第一间隙30a内的长度范围为第一间隙30a的 43%-71%时,绝缘层52位于第一间隙30a内,且线束50在导向部33处的 拉力能保持连接器100正常的使用,且位于第一间隙30a内的绝缘层52 距铆压部31的距离合适,不影响金属丝51的正常铆压;
80.当绝缘层52伸入第一间隙30a内的长度范围为第一间隙30a的 72%-100%时,绝缘层52位于第一间隙30a内,且线束50在导向部33处的 拉力能保持连接器100正常的使用,但位于第一间隙30a内的绝缘层52 距铆压部31的距离过短,从而在金属丝51插设至第二连接孔33b时,出 现金属丝51分叉或无法插设的问题,从而影响线束的正常铆压。
81.可见,当绝缘层52伸入第一间隙30a内的长度范围为第一间隙30a 的42%-71%时,能较好的保证线束50在导向部33处的拉力,并能保证绝 缘层52与铆压部31之间的距离,以便于金属丝51的铆压。
82.另一方面,为了保证线束50金属丝51部分与端子连接处的拉力并便 于金属丝51与端子30连接的稳定性,铆压部31与端子30壳体之间具有 第二间隙30b,第二间隙30b的宽度为第一间隙30a宽度的80%-120%,通 过对第一间隙30a的宽度为为0.5mm-1.0mm,第二间隙30b的宽度为 0.4mm-1.2mm的连接器100作为实验对象,并且避免线束50绝缘层52部 分与端子连接处脱离影响金属丝51部分与端子连接的强度,设置绝缘层 52伸入第一间隙30a内的长度范围为第一间隙30a的43%-71%,并对伸出 第二间隙30b内不同长度的金属丝51的连接器100在铆压部31处进行拉 力实验,得到以下数据:
83.当金属丝51伸入第二间隙30b内的长度范围为第二间隙30b的0%-44% 时,金属丝51缩入至铆压部31内部,从而导致线束50在铆压部31处出 现拉力不足的问题,从而会导致端子30被线束拉扯至脱离导向部33的问 题;
84.当金属丝51伸入第二间隙30b内的长度范围为第二间隙30b的 45%-68%时,金属丝51位于第二间隙30b内,且线束50在铆压部31处的 拉力能保持连接器100正常的使用;
85.当金属丝51伸入第二间隙30b内的长度范围为第二间隙30b的69%以 上时,金属
丝51在第二间距50b内的长度过长,从而影响金属丝51与端 子30的正常的装配。
86.由此可知,当金属丝51伸入第二间隙30b内的长度范围为第二间隙 30b的45%-68%时,能最好的保证线束50在铆压部31处的拉力,并能保证 金属丝51与端子30的正常装配。
87.进一步地,在绝缘层52伸入第一间隙30a内的长度范围为第一间隙 30a的43%-71%,金属丝51伸入第二间隙30b内的长度范围为第二间隙30b 的45%-68%,实施连接器端子的拉力、装配试验,获得如下结果,在绝缘 层52伸入第一间隙30a内的长度范围为第一间隙30a的53%-71%、金属丝 51伸入第二间隙30b内的长度范围可为第二间隙30b的57%-68%时,绝缘 层52距铆压部31的距离合适,不影响金属丝51的正常铆压,金属丝装配 正常,且端子整体能承受更大的拉力。
88.优选地,经实验证明,在连接器线束直径d单位为mm时,绝缘层52 伸入第一间隙30a内的长度l1=0.0759ln(x)+0.5887,l1单位为mm,金属丝 51伸入第二间隙30b内的长度l2=0.0345ln(x)+0.7646,l2单位为mm,端子 整体能承受最大的拉力,该最大拉力均高于需承受的拉力标准值,具体请 参见图9。
[0089][0090]
请参阅图5,在绝缘层52伸入至导向部33内时,为了防止绝缘层52 在导向部33内滑动而出现线束50连接不稳固的问题,导向部33还包括设 于其内腔的固定层331,以在导向部33套设在绝缘层52上时,固定层331 能增加与绝缘层52之间的摩擦力,从而增加绝缘层52被拉出导向部33 时的拉力大小,从而降低绝缘层52被拉出导向部33的几率,从而增加了 连接器100使用的寿命。在一具体实施例中,导向部33大致为圆柱体结构, 即,导向部33面向铆压部31一端的端面为圆柱面,其中,第一面33a位 于圆柱面的下部,并通过第一面33a与铆压部31固定连接。需要说明的是, 由于只有第一面33a与铆压部31固定连接,位于第一面33a上的面与铆压 部分离设置,当位于底座311上的第一引脚312和第二引脚313相向运动 时,并不会对导向部33产生挤压而造成线束50挤压变形的问题。
[0091]
限位部32包括底板321和设于底板321相对两侧壁上的第一卡紧部 322和第二卡紧部323。胶壳20相对两内壁上开设有与限位孔20b连通的 卡紧槽20c,第一卡紧部322和第二卡紧部323可卡紧于两卡紧槽20c内。
[0092]
上述方案通过在限位部32的底板321的相对两侧壁上设置第一卡紧部 322和第二卡紧部323,在胶壳20相对两内壁上开设卡紧槽20c,并使第 一卡紧部322和第二卡紧部323自底板321的侧面向靠近铆压部31一端偏 移(即倒钩结构),以使限位部32在固定于固定槽20a内时,能通过第一 卡紧部322和第二卡紧部323卡紧于卡紧槽20c内,从而保证了端子30 固定的紧固性,并能更好的防止端子30与卡紧槽20c脱离。进一步地,沿 多个端子30的宽度方向,设置第一卡紧部322和第二卡紧部323之间的距 离大于固定槽20a的宽度,并将第一卡紧部322和第二卡紧部323使用可 弹性变形的结构制成,以便于端子30的安拆。
[0093]
进一步地,连接器100还包括多个接触传感器80和多个发光件90。 每一限位部32面向所述胶壳20的端面及固定槽20a内均相对设有一个接 触传感器80,每一固定槽20a内设有一个所述发光件90,且位于同一固定 槽20a内的接触传感器80与发光件90电连接,以在限位部32与固定槽 20a底面分离时,位于固定槽20a内的接触传感器80控制同一固定槽20a 内的发光件90发光。
[0094]
更进一步地,胶壳20由透明材料制成。
[0095]
上述方案通过在每一端子30限位部32上面向胶壳20的端面上设置接 触传感器80,并在每一固定槽20a内设置与该固定槽20a内接触传感器80 电连接的发光件90,以在限位部32面向胶壳20的端面脱离固定槽20a底 面时(即端子30松动或脱离时),接触传感器80运行并将脱离信号传递 至同一固定槽20a内的发光件90处以控制该发光件90发光,从而在单一 端子30损坏时,便于工作人员识别具体损坏端子30,以便于连接器100 的维修,并能减少单个端子30试验的时间,降低维修时间及成本。进一步 地,将胶壳20使用透明材料制成,以更好的观察并定位具体发光件90发 光情况。
[0096]
优选的,发光件90为灯珠。
[0097]
优选的,限位部32大致为座状结构,以在限位部32伸入限位孔20b 内时,防止由于限位部32太细而在端子30被拉扯时出现限位部32被拉断 的问题。铆压部31大致为长条状结构,以便于与线束50铆压。
[0098]
连接器100还包括垫片60,垫片60可固定于外壳10上具有容置腔10a 开口的侧面上,用于防止水通过外壳10上的孔洞进入外壳10内。
[0099]
优选的,垫片60上设有卡扣结构,外壳10上设有可与卡扣相结合的 槽。卡扣可伸入槽内与外壳10固定。
[0100]
优选的,垫片60大致为矩形的环状结构,并与外壳10的形状一致。
[0101]
进一步地,垫片60及外壳10上开设有相对应的安装孔(60a、10b), 螺丝可伸入垫片60和外壳10上的安装孔(60a、10b)内,以将垫片60 固定于外壳10上,从而进一步保证垫片60与外壳10连接的牢固性。
[0102]
进一步地,请参阅图8,本技术还提供一种连接器100的制造方法, 用于制造如上所述的连接器100,包括如下步骤:
[0103]
s10:对线束50进行裁切、剥外皮及剪编织网处理。
[0104]
需要说明的是,在现有的连接器100的制造过程中,通常都是先将胶 壳20固定于外壳10的容置腔10a内,并将多个端子30依次设于胶壳20 内,然后,将线束50预伸入外壳10内,并对伸入外壳10内的线束50中 的多个导线进行剥皮,并依次将多根导线与胶壳20内的端子30连接。但 是由于连接器100尺寸的限制,会导致连接器100容置腔10a内的空间体 积较小,在线束50预伸入外壳10容置腔10a内并进行与端子30的铆压过 程中,会扭转多根导线,从而会导致导线被外壳10内壁刮伤的问题。
[0105]
本方案通过在外部空间对线束50进行裁切、剥外皮、剪编织网及铆压 端子30处理,以避免将线束50伸入外壳10容置腔10a内再进行上述操作 而造成的导线外表皮被划伤的问题。
[0106]
s20:将线束20的一端穿过端子30的导向部33并固定于铆压部31 上。
[0107]
需要说明的是,通过导向部33可以实现线束20的精准对准。
[0108]
s30:将端子30的限位部32卡紧于胶壳20上的固定槽20a内,并使 所述端子30带有所述线束50的另一端凸伸出所述固定槽20a。
[0109]
s40:盖设盖体40于所述固定槽20a的开口处,并将所述端子30带有 所述线束50的一端压紧于所述固定槽20a内。
[0110]
本方案通过将线束50的一端放置于固定槽20a内,并使端子30带有 线束50的另一
端凸伸出固定槽20a,并通过盖体40压合的方式以推动端 子30将线束50夹紧,并将端子30夹紧于固定槽20a内,从而保证了线束 50及端子30设置的紧固性,防止由于连接器100撞击而造成的端子30及 线束50松动而造成的接触不良的问题。
[0111]
s50:放置胶壳于容置腔内,盖设后盖12于外壳上,以将胶壳固定于 容置腔内。
[0112]
需要说明的是,上述外壳10为可拆卸式外壳,即,连接器100包括外 壳10和可与外壳10拆分连接的后盖12。以在端子30损坏时,通过将后 盖12从外壳10上拆下,以显露出容置腔10a,从而将胶壳20暴露出来, 从而便于端子30的更换。
[0113]
进一步地,后盖12及外壳10上开设有对应的固定孔12a,螺丝伸入 后盖12及外壳10上的固定孔12a内,以将后盖12固定于外壳10上。并 在端子30损坏并需要更换时,取下螺丝,以实现后盖12与外壳10的分离。
[0114]
进一步地,步骤s50之后还包括步骤:
[0115]
s52:盖设垫片60于所述外壳10上。
[0116]
需要说明的是,垫片60用于防止水通过外壳10上的孔洞进入外壳10 内。
[0117]
更进一步地,为了便于垫片60的安装,步骤s42之后还包括步骤:
[0118]
s521:在垫片60及外壳10上开设相对应的安装孔;
[0119]
s522:穿设螺丝于所述垫片60和所述外壳10上的所述安装孔内,以 将所述垫片60固定于所述外壳10上。
[0120]
通过在垫片60及外壳10上开设有相对应的安装孔(60a、10b),以 使螺丝可伸入垫片60和外壳10上的安装孔(60a、10b)内,以将垫片60 固定于外壳10上,从而进一步保证垫片60与外壳10连接的牢固性。
[0121]
需要说明的是,由于本技术实施例二中所使用的连接器100的制造方 法用于制造实施例一中的连接器100,因此由本方法制造出的连接器100 所具有的一切有益效果与实施例一中连接器100的有益效果一致,此处不 再赘诉。
[0122]
以上所述的仅是本技术的实施方式,在此应当指出,对于本领域的普 通技术人员来说,在不脱离本技术创造构思的前提下,还可以做出改进, 但这些均属于本技术的保护范围。
完整全部详细技术资料下载
当前第1页 1 2
相关技术
- 鳍式场效应晶体管的制备方法与...
- 一种介电结构的制备方法、介电...
- 一种抗积碳的固体氧化物燃料电...
- 显示装置和制造该显示装置的方...
- 电容器结构的制作方法
- 光耦芯片砷化镓材质晶粒开盖方...
- 用于在半导体晶片上结构化绝缘...
- 线缆和线缆组件的制作方法
- 一种用于电流互感器中具有稳定...
- 电池包、外部设备以及电气组合...
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1