一种用于盾构管片预留螺栓孔的定位预埋装置的制作方法
1.本实用新型涉及地下盾构隧道管片预制领域,具体涉及一种用于盾构管片预留螺栓孔的定位预埋装置。
背景技术:
2.在盾构隧道管片生产过程中,若采用螺接式定位预埋套管(见专利号cn202023194966.3)时,先在管片模具底板上钻安装孔,再攻内螺纹。由于管片模具底板的材质为普通碳钢,该管片模具底板的强度有限,且管片模具需重复使用一千五百多次,管片模具底板的内螺纹安装孔安装螺接式定位预埋套管时内螺纹易损坏,这不仅影响管片预制的效率,而且还影响管片模具的使用寿命。且弧面的管片模具底板易漏浆,
3.在采用卡扣式定位预埋套管(见专利号cn202023194966.3)时,需在管片模具底板钻安装孔。由于在盾构隧道建造后期,即在进行机电设备安装过程中在预埋管处用冲击钻进行扩孔时,要求定位预埋套管的材质只能选择具有一定硬度和脆性的塑料,因此卡扣式定位预埋套管在收缩卡扣的外径插入管片模具底板的安装孔时卡扣易折断;另外,由于管片模具底板为弧形板,使得卡扣式定位预埋套管与管片模具底板的连接强度不够,在向管片模具内灌注水泥砂浆及进行振动时,卡扣式定位预埋套管会发生位移,影响卡扣式定位预埋套管的预埋质量。
技术实现要素:
4.本实用新型的目的在于提供一种用于盾构管片预留螺栓孔的定位预埋装置,它能大幅提升管片模具的使用寿命,并能提高定位预埋套管的固定强度,提升预埋管在管片上预埋的成功率和预埋质量。
5.实现上述目的的技术方案是:一种用于盾构管片预留螺栓孔的定位预埋装置,安装在管片模具底板上并包括定位预埋套管和定位安装座;其中,
6.所述定位预埋套管采用塑料制作并包括定位管和预埋管;所述定位管的上端与预埋管的下端之间设有法兰;所述定位管上设有连接机构;
7.所述定位安装座的轴线上开设通孔,该定位安装座插入所述管片模具底板上预留的安装孔中后固定在管片模具底板上;
8.所述定位预埋套管的定位管从所述管片模具底板的上方插入所述定位安装座的通孔后通过连接机构固定在所述定位安装座上。
9.上述的用于盾构管片预留螺栓孔的定位预埋装置,其中,所述定位管上设置的连接机构为两个在所述定位管的末端外周面上中心对称地沿径向向外凸起的卡钩,两个卡钩的外端位于同一个圆上;所述定位安装座的通孔形状与所述定位管的末端的横截面的形状适配,使所述定位管从所述管片模具底板的上方插入所述定位安装座的通孔后旋转90
°
,使两个卡钩勾在所述定位安装座的下端面上。
10.上述的用于盾构管片预留螺栓孔的定位预埋装置,其中,所述定位管上设置的连
接机构包括若干个在所述定位管的末端外周面上均布地沿径向向外凸起的卡钩和若干个在每两个相邻的卡钩之间轴向剖切出的缺口,且若干个卡钩的外端均位于同一个圆上;所述定位安装座的通孔直径大于所述定位管的外径、小于卡钩的外端所处圆的直径,使所述定位管通过若干缺口缩径后从所述管片模具底板的上方插入所述定位安装座的通孔后利用塑料的弹性使若干卡钩勾在所述定位安装座的下端面上。
11.上述的用于盾构管片预留螺栓孔的定位预埋装置,其中,所述定位管上设置的连接机构为设在所述定位管上的外螺纹;所述定位安装座的通孔设有内螺纹,使所述定位管从所述管片模具底板的上方旋入所述定位安装座的通孔中后固定在所述定位安装座上。
12.上述的用于盾构管片预留螺栓孔的定位预埋装置,其中,所述定位预埋套管的定位管的上端设置自切切口;所述自切切口由在定位管的上端外表面的前、后、左、右各自向内切割的前切口、后切口、左切口和右切口组成,且前切口、后切口、左切口和右切口均位于同一圆上。
13.上述的用于盾构管片预留螺栓孔的定位预埋装置,其中,所述定位安装座包括底座和从底座的上端面上一体延且同轴伸出的插接管,插接管的外表面为光圆柱面;该定位安装座的插接管从所述管片模具底板的下部插入管片模具底板上预留的安装孔中,使底座遗留在管片模具底板的下端面上,且所述底座通过焊接固定在管片模具底板上。
14.上述的用于盾构管片预留螺栓孔的定位预埋装置,其中,所述定位安装座包括底座和从底座的上端面上一体延且同轴伸出的插接管,插接管的外表面设有外螺纹;所述管片模具底板上预留的安装孔设有内螺纹;所述定位安装座的插接管从所述管片模具底板的下部旋入管片模具底板上预留的安装孔中,使底座遗留在管片模具底板的下端面上。
15.上述的用于盾构管片预留螺栓孔的定位预埋装置,其中,所述定位安装座是外径与管片模具底板上预留的安装孔的内径适配的直管,该定位安装座插入管片模具底板上预留的安装孔中后通过焊接固定在管片模具底板上。
16.上述的用于盾构管片预留螺栓孔的定位预埋装置,其中,所述定位安装座是设有外螺纹的直管;所述管片模具底板上预留的安装孔设有内螺纹,使定位安装座旋入与管片模具底板上预留的安装孔中后固定在管片模具底板上。
17.上述的用于盾构管片预留螺栓孔的定位预埋装置,其中,所述定位预埋套管的预埋管的上端封闭,且预埋管的外表面上设有防脱结构;所述定位预埋套管的内腔为正多边形或圆形。
18.本实用新型的用于盾构管片预留螺栓孔的定位预埋装置具有以下特点:
19.1)在管片模具底板上预留的安装孔中增设了方便拆卸的定位安装座,并在定位预埋套管的定位管上设置连接机构,使定位预埋套管通过连接机构直接安装在定位安装座上,不与管片模具底板接触。相对于在管片模具底板上加工与定位预埋管适配的安装孔,在定位安装座上加工不仅更容易,而且当定位安装座损坏时方便更换,大幅提升了管片模具的使用寿命,
20.2)通过在管片模具底板上预留的安装孔中增设了具有底座的第一种至第六种定位安装底座,使第二种定位预埋套管上的若干个卡钩的长度增加了一倍(约15mm),降低了卡钩在缩径后插入定位安装座的通孔过程中易折断的概率;
21.3)通过在管片模具底板上预留的安装孔中增设了具有底座的第一种至第十二种
定位安装底座,使第一种定位预埋套管和第二种定位预埋套管的卡钩与定位安装底座的接触面均为平面,提高了第一种定位预埋套管和第二种定位预埋套管的固定强度;
22.4)本实用新型的第一种定位预埋套管,由于不需要经过缩径插入定位安装座的通孔,从根本上解决了现有技术的卡扣式定位预埋套管在安装过程中破损率高、预埋不成功、固定不紧、不能保证管片上的预留孔洞与管片曲面垂直等问题;
23.5)在定位预埋套管与管片模具底板之间增加软胶垫片,消除了在向管片模具内注浆、振动时砂浆流入定位安装座的螺纹通孔中污染内螺纹的现象。
附图说明
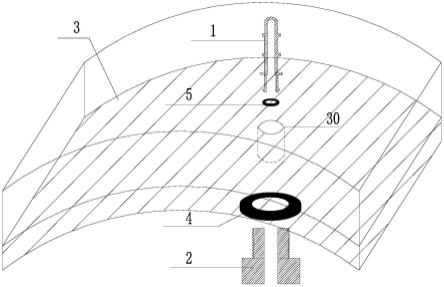
24.图1是本实用新型的一种用于盾构管片预留螺栓孔的定位预埋装置的结构示意图;
25.图2是本实用新型的另一种用于盾构管片预留螺栓孔的定位预埋装置的结构示意图;
26.图3是本实用新型的第一种定位预埋套管的轴向剖面图;
27.图3a和图3b一一对应地是图3的左视图和右视图;
28.图3c、图3d和图3e一一对应地是图3中的a-a向视图、b-b向视图和c-c向视图;
29.图4是本实用新型的第二种定位预埋套管的轴向剖面图;
30.图4a和图4b一一对应地是图4的左视图和右视图;
31.图4c和图4d一一对应地是图4中的d-d向视图和e-e向视图;
32.图5是本实用新型的第三种定位预埋套管的轴向剖面图;
33.图5a和图5b一一对应地是图5的左视图和右视图;
34.图6是本实用新型的第一种定位安装座的轴向剖面图;
35.图6a和图6b一一对应地是图6的左视图和右视图;
36.图7是本实用新型的第二种定位安装座的轴向剖面图;
37.图8是本实用新型的第三种定位安装座的轴向剖面图;
38.图8a和图8b一一对应地是图8的左视图和右视图;
39.图9是本实用新型的第四种定位安装座的轴向剖面图;
40.图10是本实用新型的第五种定位安装座的轴向剖面图;
41.图10a和图10b一一对应地是图10的左视图和右视图;
42.图11是本实用新型的第六种定位安装座的轴向剖面图;
43.图12、图13和图14一一对应地是本实用新型的第七种定位安装座、第八种定位安装座和第九种定位安装座的轴向剖面图;
44.图15、图16和图17一一对应地是本实用新型的第十种定位安装座、第十一种定位安装座和第十二种定位安装座的轴向剖面图。
具体实施方式
45.下面将结合附图对本实用新型的技术方案进行清楚、完整地描述。
46.请参阅图1至图17,本实用新型的用于盾构管片预留螺栓孔洞的定位预埋装置,安装在管片模具底板3上并包括定位预埋套管1和定位安装座2。
47.定位预埋套管1采用塑料制作,优选采用低烟、阻燃的abs制作。定位预埋套管1包括定位管11和预埋管13;定位管11的上端与预埋管13的下端之间设有法兰12;定位管11上设有连接机构,定位管11的内腔为正多边形或圆形;预埋管13的上端封闭,且预埋管13的外表面上设有防脱结构130;预埋管13的外形为正多边形或圆形,定位管11通过法兰12与预埋管13连为一体;
48.定位安装座2的轴线上开设通孔20,该定位安装座2插入管片模具底板3上预留的安装孔30中后固定在管片模具底板3上;
49.定位预埋套管1的定位管11从管片模具底板3的上方插入定位安装座2的通孔20后通过连接机构固定在定位安装座2上。
50.本实用新型的第一种定位预埋套管1a包括定位管11和预埋管13;定位管11的上端与预埋管13的下端之间设有法兰12;定位管11的上端设置自切口14;自切切口14由在定位管11的上端外表面的前、后、左、右各自向内切割的前切口、后切口、左切口和右切口组成,且前切口、后切口、左切口和右切口均位于同一个圆上,每个切口的宽度为0.1~0.2mm,每个切口的深度为定位管11的壁厚的三分之一至二分之一;定位管11上设置的连接机构为两个在定位管11的末端外周面上中心对称地沿径向向外凸起的卡钩10,两个卡钩10的外端位于同一个圆上;且每个卡钩10的外端弧长与内端弧长相同(见图3至图3e)。
51.本实用新型的第二种定位预埋套管1b包括定位管11和预埋管13;定位管11的上端与预埋管13的下端之间设有法兰12;定位管11上设置的连接机构包括若干个在定位管11的末端外周面上均布地沿径向向外凸起的卡钩10和若干个在每两个相邻的卡钩之间轴向剖切出的缺口15,且若干个卡钩10的外端均位于同一个圆上(见图4至图4d)。
52.本实用新型的第三种定位预埋套管1c包括定位管11和预埋管13;定位管11的上端与预埋管13的下端之间设有法兰12;定位管11的上部自下至上缩径以形成自切切口14;定位管11上设置的连接机构为设在定位管11上的外螺纹(见图5至图5b)。
53.本实用新型的定位安装座有十二种,第一种至第六种定位安装座均包括底座21和从底座21的上端面上一体且同轴延伸出的插接管22;插接管22的外表面为光面或设有外螺纹。第七种至第十二种定位安装座为外表面为光圆柱面或设有外螺纹的直管。
54.第一种定位安装座2a的插接管22的外表面设有外螺纹;第一种定位安装座2a的通孔20形状与第一种定位预埋套管1a的定位管11的末端的横截面的形状适配(见图6至图6b);第一种定位安装座2a的插接管22从管片模具底板3的下部旋入管片模具底板3上预留的安装孔30(螺纹孔)中,使底座21遗留在管片模具底板3的下端面上;底座21的上端面与管片模具底板3的下端面之间设有钢垫片4;第一种定位预埋套管1a定位管11从管片模具底板3的上方插入第一种定位安装座2a的通孔20后旋转90
°
,使两个卡钩10勾在第一种定位安装座2a的下端面上;第一种定位预埋套管1a的法兰12的下端面与管片模具底板3的上端面之间设置软胶垫片5。
55.第二种定位安装座2b的插接管22的外表面是光圆柱面,第二种定位安装座2b的通孔20形状与第一种定位预埋套管1a的定位管11的末端的横截面的形状适配(见图7);该第二种定位安装座2b的插接管22从管片模具底板3的下部插入管片模具底板3上预留的安装孔30(光圆柱面孔)中,使底座21遗留在管片模具底板3的下端面上,底座21的上端面与管片模具底板3的下端面之间设有钢垫片4,且底座21的上端面与钢垫片4的下端面点焊,钢垫片
4的上端面与管片模具底板3的下端面点焊,使第二种定位安装座2b固定在管片模具底板3上;第一种定位预埋套管1a定位管11从管片模具底板3的上方插入第二种定位安装座2b的通孔20后旋转90
°
,使两个卡钩10勾在第二种定位安装座2b的下端面上;第一种定位预埋套管1a的法兰12的下端面与管片模具底板3的上端面之间设置软胶垫片5。
56.第三种定位安装座2a的插接管22的外表面设有外螺纹;第三种定位安装座2c的通孔20的直径大于第二种定位预埋套管1b的定位管11的外径、小于卡钩10的外端所处圆的直径(见图8至图8b);第三种定位安装座2c的插接管22从管片模具底板3的下部旋入管片模具底板3上预留的安装孔30(螺纹孔)中,使底座21遗留在管片模具底板3的下端面上;底座21的上端面与管片模具底板3的下端面之间设有钢垫片4;第二种定位预埋套管1b的定位管11通过若干缺口15缩径后从管片模具底板3的上方插入第三种定位安装座2c的通孔20后利用塑料的弹性使若干卡钩10勾在第三种定位安装座2c的下端面上;第二种定位预埋套管1b的法兰12的下端面与管片模具底板3的上端面之间设置软胶垫片5。
57.第四种定位安装座2d的插接管22的外表面是光圆柱面;第四种定位安装座2d的通孔20的直径大于第二种定位预埋套管1b的定位管11的外径、小于卡钩10的外端所处圆的直径(见图9);该第四种定位安装座2d的插接管22从管片模具底板3的下部插入管片模具底板3上预留的安装孔30(光圆柱面孔)中,使底座21遗留在管片模具底板3的下端面上,底座21的上端面与管片模具底板3的下端面之间设有钢垫片4,且底座21的上端面与钢垫片4的下端面点焊,钢垫片4的上端面与管片模具底板3的下端面点焊,使第四种定位安装座2d固定在管片模具底板3上;第二种定位预埋套管1b的定位管11通过若干缺口15缩径后从管片模具底板3的上方插入第四种定位安装座2d的通孔20后利用塑料的弹性使若干卡钩10勾在第四种定位安装座2d的下端面上;第二种定位预埋套管1b的法兰12的下端面与管片模具底板3的上端面之间设置软胶垫片5。
58.第五种定位安装座2e的插接管22的外表面设有外螺纹;第五种定位安装座2c的通孔20至少在与第三种定位预埋套管1c的定位管11的连接部分设有内螺纹(见图10至图10b);第五种定位安装座2e的插接管22从管片模具底板3的下部旋入管片模具底板3上预留的安装孔30(螺纹孔)中,使底座21遗留在管片模具底板3的下端面上;底座21的上端面与管片模具底板3的下端面之间设有钢垫片4;第三种定位预埋套管1c的定位管11从管片模具底板3的上方旋入第五种定位安装座2e的通孔20中后固定在第五种定位安装座2e上;第三种定位预埋套管1c的法兰12的下端面与管片模具底板3的上端面之间设置软胶垫片5。
59.第六种定位安装座2f的插接管22的外表面是光圆柱面;第六种定位安装座2f的通孔20至少在与第三种定位预埋套管1c的定位管11的连接部分设有内螺纹(见图11);该第六种定位安装座2f的插接管22从管片模具底板3的下部插入管片模具底板3上预留的安装孔30(光圆柱面孔)中,使底座21遗留在管片模具底板3的下端面上,底座21的上端面与管片模具底板3的下端面之间设有钢垫片4,且底座21的上端面与钢垫片4的下端面点焊,钢垫片4的上端面与管片模具底板3的下端面点焊,使第六种定位安装座2f固定在管片模具底板3上;第三种定位预埋套管1c的定位管11从管片模具底板3的上方旋入第六种定位安装座2f的通孔20中后固定在第六种定位安装座2f上;第三种定位预埋套管1c的法兰12的下端面与管片模具底板3的上端面之间设置软胶垫片5。
60.第七种定位安装座2g为外表面设有外螺纹的直管;第七种定位安装座2g的通孔20
形状与第一种定位预埋套管1a的定位管11的末端的横截面的形状适配(见图12);第七种定位安装座2g旋入管片模具底板3上预留的安装孔30(螺纹孔)中后固定在管片模具底板3上;第一种定位预埋套管1a定位管11从管片模具底板3的上方插入第七种定位安装座2g的通孔20后旋转90
°
,使两个卡钩10勾在第七种定位安装座2g的下端面上;第一种定位预埋套管1a的法兰12的下端面与管片模具底板3的上端面之间设置软胶垫片5。
61.第八种定位安装座2h为外表面设有外螺纹的直管,第八种定位安装座2b的通孔20的直径大于第二种定位预埋套管1b的定位管11的外径、小于卡钩10的外端所处圆的直径(见图13);该第八种定位安装座2h旋入管片模具底板3上预留的安装孔30(螺纹孔)中后固定在管片模具底板3上;第二种定位预埋套管1b的定位管11通过若干缺口15缩径后从管片模具底板3的上方插入第八种定位安装座2h的通孔20后利用塑料的弹性使若干卡钩10勾在第八种定位安装座2h的下端面上;第二种定位预埋套管1b的法兰12的下端面与管片模具底板3的上端面之间设置软胶垫片5。
62.第九种定位安装座2i为外表面设有外螺纹的直管;第九种定位安装座2i的通孔20至少在与第三种定位预埋套管1c的定位管11的连接部分设有内螺纹(见图14);第九种定位安装座2i的插接管22旋入管片模具底板3上预留的安装孔30(螺纹孔)中后固定在管片模具底板3上;第三种定位预埋套管1c的定位管11从管片模具底板3的上方旋入第九种定位安装座2i的通孔20中后固定在第九种定位安装座2i上;第三种定位预埋套管1c的法兰12的下端面与管片模具底板3的上端面之间设置软胶垫片5。
63.第十种定位安装座2j为外表面是光圆柱面的直管,第十种定位安装座2j的通孔20形状与第一种定位预埋套管1a的定位管11的末端的横截面的形状适配(见图15);该第十种定位安装座2j插入管片模具底板3上预留的安装孔30(光圆柱面孔)中,并通过点焊固定在管片模具底板3上;第一种定位预埋套管1a定位管11从管片模具底板3的上方插入第十种定位安装座2j的通孔20后旋转90
°
,使两个卡钩10勾在第十种定位安装座2j的下端面上;第一种定位预埋套管1a的法兰12的下端面与管片模具底板3的上端面之间设置软胶垫片5。
64.第十一种定位安装座2k为外表面是光圆柱面的直管;第十一种定位安装座2k的通孔20的直径大于第二种定位预埋套管1b的定位管11的外径、小于卡钩10的外端所处圆的直径(见图16);第十一种定位安装座2k插入管片模具底板3上预留的安装孔30(光圆柱面孔)中,并通过点焊固定在管片模具底板3上;第二种定位预埋套管1b的定位管11通过若干缺口15缩径后从管片模具底板3的上方插入第十一种定位安装座2k的通孔20后利用塑料的弹性使若干卡钩10勾在第十一种定位安装座2k的下端面上;第二种定位预埋套管1b的法兰12的下端面与管片模具底板3的上端面之间设置软胶垫片5。
65.第十二种定位安装座2l为外表面是光圆柱面的直管,第十二种定位安装座2l的通孔20至少在与第三种定位预埋套管1c的定位管11的连接部分设有内螺纹(见图17);该第十二种定位安装座2l插入管片模具底板3上预留的安装孔30(光圆柱面孔)中,并通过点焊固定在管片模具底板3上;第三种定位预埋套管1c的定位管11从管片模具底板3的上方旋入第十二种定位安装座2l的通孔20中后固定在第十二种定位安装座2l上;第三种定位预埋套管1c的法兰12的下端面与管片模具底板3的上端面之间设置软胶垫片5。
66.第一种至第六种定位安装座可采用高强度有牙/半牙六角螺栓制作,插接管22(六角螺栓的螺杆)的长度(有牙或无牙部分)与管片模具底板3的厚度及钢质平垫片4的厚度相
当,底座21(六角螺栓的螺头)的上下端面平整光滑。第七种至第十二种定位安装座可采用高强度圆钢制作,且定位安装座的总长度与第一种至第六种定位安装座的总长度相同。
67.本实用新型的用于盾构管片预留螺栓孔洞的定位预埋装置,在用于管片生产时,先选用第一至第十二种定位安装座中的一种定位安装座2自下而上固定在管片模具底板3上预留的安装孔30中,采用第一至第六种定位安装座中的一种定位安装座2的话,还要在定位安装座2与管片模具底板3之间加装钢垫片4,再选用第一至第三种定位预埋套管中的一种定位预埋套管1从管片模具底板3的上方插入定位安装座2的通孔后通过定位管上的连接机构固定在定位安装座2上,并在定位预埋套管1的法兰12与管片模具底板3之间设置软胶垫片5,利用定位预埋套管上的法兰12施加在软胶平垫片5上的压力进行密封,防止水泥砂浆流入管片模具底板3上预留的安装孔30内。
68.管片的混凝土浇注完成后,从管片模具内吊离管片,同时定位预埋套管1的定位管11与预埋管13在自切切口14处自动分离,完成定位预埋套管1在管片内的预埋,定位管11残留在定位安装座2的通孔中,需要拆除残留在定位安装座2内的定位管11,才能制作下一块管片。
69.浇注若干块管片后,若定位安装座2损坏或被水泥砂浆污染不能重复使用时,则在管片模具底板3上更换新的定位安装座2。
70.以上实施例仅供说明本实用新型之用,而非对本实用新型的限制,有关技术领域的技术人员,在不脱离本实用新型设计意图和范围的情况下,还可以做出各种变换或变型,所有等同的技术方案也应属于本实用新型的范畴,本实用新型将以所附权利要求书界定的范围作为本发明的保护范围。
完整全部详细技术资料下载
当前第1页 1 2
相关技术
- 一种矿用履带式减震自移机尾的...
- 受控坐封丢断可钻分段保压压裂...
- 一种预应力盖梁临时支撑装置的...
- 应用于瓦斯领域的双层套管结构...
- 海洋射孔装备及方法与流程
- 一种适用于隧道超欠挖控制的爆...
- 一种冲击地压在线监测用传感器...
- 一种水平井油层高能气体压裂结...
- 一种变截面空间型隧道锚初支拱...
- 带有防水功能的岩土勘察水位测...
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1