一种金属材料局部连续镀金工艺的制作方法
1.本发明涉及金属材料镀金工艺,具体涉及一种金属材料局部连续镀金工艺。
背景技术:
2.金属材料局部连续镀金,需要经过前期清洗、镀镍、镀金、遮蔽退金步骤,得到局部镀金材料。但是在局部镀金工艺过程中,如镀镍过程中,由于镀镍液温度过高,导致镍层出现钝化,使得金层的附着性下降,电镀层出现起皮现象,又如在遮蔽退金过程中,遮蔽效果不佳会造成溢金、少金等现象,于此同时,经过镀金的金属材料再进行遮蔽退金步骤,使得工艺流程增加,也容易造成镀金液的浪费。为了解决上述电镀问题,提高电镀良品率,本发明提出了一种金属材料局部连续镀金工艺。
技术实现要素:
3.本发明提出了一种金属材料局部连续镀金工艺,包括以下步骤:(1)金属材料表面除杂质;(2)金属材料低温干燥;(3)镀镍;(4)局部镀金;(5)得到局部镀金的金属材料。
4.优选的,所述步骤(1)包括金属材料表面清洗步骤、除油污步骤、金属材料表面活化步骤。
5.优选的,所述步骤(3)包括电镀镍步骤、清洗干燥步骤。
6.优选的,所述步骤(4)包括局部遮蔽步骤、电镀金步骤。
7.优选的,所述电镀镍步骤包括牵引轮牵引金属材料、金属材料进入镀镍池电镀。
8.优选的,所述牵引轮牵引金属材料步骤在镀镍池警报器监测下进行。
9.优选的,所述金属材料进入镀镍池电镀步骤在镀镍池警报器监测下进行。
10.优选的,所述局部遮蔽步骤在检测器和镀金池警报器的共同监测下进行。
11.优选的,所述检测器监测金属料带定位孔和精密电镀轮对位尺寸的偏差情况。
12.优选的,所述镀金池警报器在检测器的指示下进行警报工作。
13.与现有技术相比,本发明具有的有益效果:
14.1.本发明提出的局部连续镀金工艺,从金属材料表面处理开始,到最终得到局部镀金材料,工艺过程中不涉及退金工艺,简化了工艺流程,提高了镀金效率,还降低了镀金液的损耗。
15.2.本发明提出的局部连续镀金工艺,在电镀镍工艺中引入警报器,通过警报器监测牵引轮的运用情况、金属材料的镀镍时间以及镀镍液温度,降低了电镀层出现的起皮现象,也使得镀层的厚度更加均匀。
16.3.本发明提出的局部连续镀金工艺,在电镀金工艺中通过检测器和报警器,对电镀轮遮蔽效果进行检测,降低了遮蔽效果不佳的情况,减少了溢金、少金等现象,提高电镀良品率。
附图说明
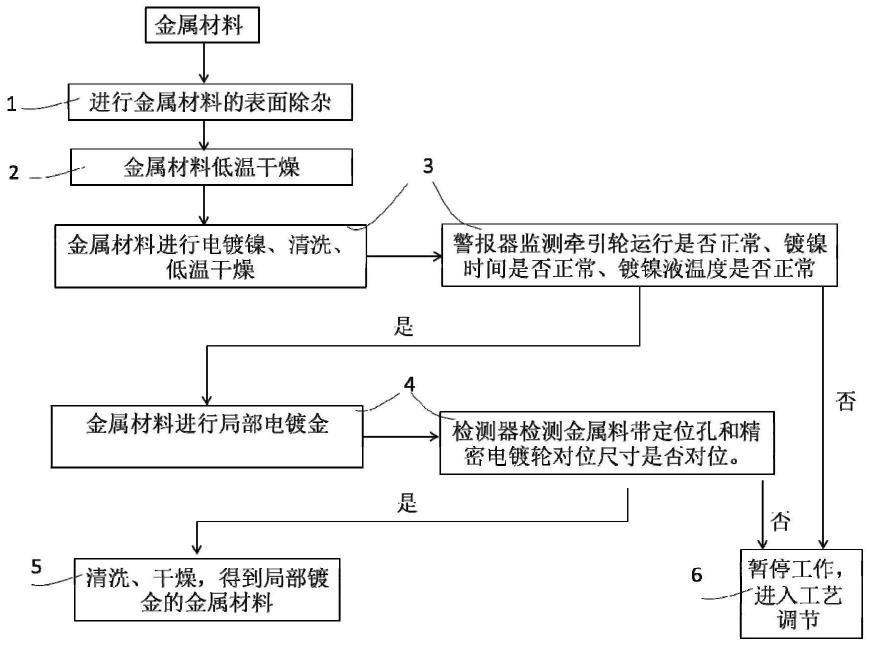
17.图1为本发明所述的金属材料局部连续镀金工艺。
18.其中:1、金属材料表面除杂;2、低温干燥;3、金属材料镀镍;4、金属材料局部镀金;5、得到局部镀金的金属材料;6、调节局部镀金工艺。
具体实施方式
19.下面结合附图1,对本发明的具体实施方式进行详细描述。
20.本发明提出了一种金属材料局部连续镀金工艺,包括以下步骤:(1)金属材料表面除杂质;(2)金属材料低温干燥;(3)镀镍;(4)局部镀金;(5)得到局部镀金的金属材料。
21.附图1中所述的金属材料局部连续镀金工艺,包括以下步骤:
22.步骤1:金属材料表面除杂。
23.步骤2:除杂后的金属材料低温干燥。
24.步骤3:低温干燥后的金属材料进行电镀镍处理、清洗、低温干燥,在电镀镍过程中镀镍池警报器监测镀镍过程是否正常。
25.步骤4:镀镍后的金属材料进行局部电镀金处理、清洗、低温干燥,在局部电镀金过程中对金属材料进行局部遮蔽,检测器监测局部遮蔽情况。
26.步骤5:得到局部镀金的金属材料。
27.步骤6:当电镀镍或局部电镀金过程出现非正常情况,暂停工作,进行工艺调节。
28.优选的,所述步骤1包括金属材料表面清洗步骤、除油污步骤、金属材料表面活化步骤。
29.优选的,所述步骤3包括电镀镍步骤、清洗干燥步骤。
30.优选的,所述步骤4包括局部遮蔽步骤、电镀金步骤。
31.优选的,所述电镀镍步骤包括牵引轮牵引金属材料、金属材料进入镀镍池电镀。
32.优选的,所述牵引轮牵引金属材料步骤在镀镍池警报器监测下进行。
33.优选的,当镀镍池警报器监测到牵引轮出现牵引带打滑、牵引轮打滑情况时,镀镍池警报器发出警报。
34.优选的,所述金属材料进入镀镍池电镀步骤在镀镍池警报器监测下进行。
35.优选的,当镀镍池警报器监测到金属材料在牵引轮的带动下在镀镍池中的镀镍时间超过预定时间时,镀镍池警报器发出警报。
36.优选的,当镀镍池警报器监测到镀镍液温度超过设定温度时,镀镍池警报器发出警报。
37.优选的,当镀镍池警报器发出警报时,整个局部镀金工艺暂停工作,整个局部镀金工艺进入调节过程。
38.优选的,所述局部遮蔽步骤包括牵引轮和金属料带牵引镀镍金属材料、精密电镀轮遮蔽镀镍金属材料。
39.优选的,所述局部遮蔽步骤在检测器和镀金池警报器的共同监测下进行。
40.优选的,所述检测器监测金属料带定位孔和精密电镀轮对位尺寸的偏差情况。
41.优选的,所述镀金池警报器在检测器的指示下进行警报工作。
42.优选的,所述检测器监测发现金属料带定位孔和精密电镀轮对位尺寸出现偏差,
镀金池警报器发出警报。
43.优选的,所述镀金池警报器发出警报时,精密电镀轮、牵引轮暂停工作,整个局部镀金工艺进入调节过程。
44.实施例1
45.一种金属材料局部连续镀金工艺,工艺流程如图1所示,具体工艺步骤如下:
46.(1)金属材料经过水洗、酸洗,进行表面除杂,后经过活化剂处理,得到表面活化的金属材料;
47.(2)经过表面除杂的金属材料,在25℃下干燥。
48.(3)干燥的金属材料经牵引轮的牵引进入镀镍池进行电镀镍处理,电镀镍处理过程受警报器的监测,镀镍池警报器监测到牵引轮出现牵引带打滑、牵引轮打滑、镀镍时间超过预定时间、镀镍液温度超过设定温度等情况时,镀镍池警报器发出警报;
49.(4)整个局部镀金工艺暂停,进入工艺调节。
50.实施例2
51.一种金属材料局部连续镀金工艺,工艺流程如图1所示,还包括步骤4:
52.(1)当镀镍池警报器未发出警报,镀镍后的金属材料经过牵引轮和金属料带的牵引,进入局部镀金过程;
53.(2)金属材料在进行局部镀金之前,通过精密电镀轮进行局部遮蔽,局部遮蔽后再进行精准点镀金,局部遮蔽过程受到检测器的监测,检测器对金属料带定位孔和精密电镀轮的对位情况进行检测,当发现金属料带定位孔和精密电镀轮对位尺寸出现偏差,检测器发出指令,镀金池警报器发出警报;
54.(3)整个局部镀金工艺暂停,进入工艺调节。
55.实施例3
56.一种金属材料局部连续镀金工艺,工艺流程如图1所示,还包括步骤5:
57.(1)当镀金池警报器未发出警报,镀金后的金属材料进行清洗、干燥,得到局部镀金的金属材料。
58.以上所述,仅是本发明的较佳实施例而已,并非是对发明作其他形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或更改为等同变化的等效实施例,但是凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改,等同变化与改型,仍属于本发明技术方案的保护范围。
完整全部详细技术资料下载
当前第1页 1 2
相关技术
- 一种化学镍电镀液及其电镀工艺...
- 一种电沉积法制备Ni-Fe-...
- 一种高抗拉强度铜箔及其制备方...
- 一种金属材料高效卷对卷电镀工...
- 一种锌电积用钛基纳米复合阳极...
- 一种Ir修饰的Ni/NiO多...
- 一种原海水电解制氯系统及其酸...
- 一种二维片层结构的镍铁双金属...
- 电镀装置和电镀系统的制作方法
- 电镀装置和电镀系统的制作方法
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1