一种医用多腔管材挤出模具的制作方法
1.本技术涉及一种医用多腔管材挤出成型技术领域,尤其涉及一种医用多腔管材挤出模具。
背景技术:
2.多腔管是同一管道内设有多个腔道的管材,可有多种不同外形和管腔形状。医用多腔管可为医疗器械和仪器设备的应用提供多重功能,不同的腔道具有用于导丝导线穿过、流体、药物流通等多种用途。相较于单腔管,多腔管具有截面形状复杂、几何精度高等特点。
3.然而,在医用多腔管加工过程中,已初步成型的管材坯料通过口模后,由于聚合物流动性、温度、压力的影响,易出现医用多腔管管壁厚度不均匀,造成制备医用多腔管的管胚易发生形变,进而造成制备的医用多腔管精度较低。为了保证制备的医用多腔管管壁厚度均匀,进而提升制备的医用多腔管精度,现有技术中多采用圆柱形的口膜,并对与口膜配合,用于制备医用多腔管的芯棒的形状进行改进,通过改进芯棒的形状稳定聚合物在模具中的压力分布。
4.然而,上述现有技术中通过改进芯棒的形状稳定聚合物在模具中的压力分布的方式,需要通过复杂的仿真计算才能得到成型效果较好的多腔管胚,需要耗费较长时间的同时需要投入大量的人力和资金,且制备的医用多腔管精度的提升度较小,参见图1,图1为制备的医用多腔管材横截面示意图。
技术实现要素:
5.本技术提供了一种医用多腔管材挤出模具,以解决制备的医用多腔管精度的提升度较小的技术问题。
6.为了解决上述技术问题,本技术实施例公开了如下技术方案:
7.第一方面,本技术实施例公开了一种医用多腔管材挤出模具,包括芯棒和异型口膜,芯棒包括芯棒成型段,异型口膜包括异型部,芯棒的周向方向外设异型口膜,芯棒成型段底部周向方向外设有异型部,芯棒成型段底部与异型部卡接。
8.可选的,芯棒还包括芯棒连接段,芯棒连接段包括第一圆柱段、第二圆柱段和类圆锥段,异型口膜还包括常规部,常规部包括第一圆柱部和第二圆柱部,
9.芯棒连接段下部为第一圆柱段、第一圆柱段上方为第二圆柱段,第二圆柱段上方为类圆锥段,类圆锥段上方为芯棒成型段;
10.常规部下部为第一圆柱部、第一圆柱部上部为第二圆柱部,第二圆柱部内设异型部。
11.可选的,第一圆柱段的直径大于第二圆柱段的直径,第一圆柱部的直径大于第二圆柱部的直径。
12.可选的,第一圆柱段和第二圆柱段的周向方向外设有第一圆柱部,第一圆柱部的
直径大于第一圆柱段的直径;
13.类圆锥段的周向方向外设有第二圆柱部,第二圆柱部的直径大于类圆锥段的直径。
14.可选的,芯棒成型段包括中心棒、第一周向棒、第二周向棒、第三周向棒和第四周向棒,
15.第一周向棒、第二周向棒、第三周向棒和第四周向棒的中心均设置于第一圆形上,且中心棒的中心设置于第一圆形的圆心上;
16.第一周向棒与第二周向棒的距离、第二周向棒与第三周向棒的距离、第三周向棒与第四周向棒的距离和第四周向棒与第一周向棒的距离均与第一圆形的内切正方形的边长相等。
17.可选的,异型部包括第一异型件、第二异型件、第三异型件和第四异型件,
18.第一异型件、第二异型件、第三异型件和第四异型件远离芯棒成型段底部一侧均设置于第二圆形上,第一异型件、第二异型件、第三异型件和第四异型件靠近芯棒成型段底部一侧均设置于第三圆形上;
19.第一异型件与第二异型件的距离、第二异型件与第三异型件的距离、第三异型件与第四异型件的距离和第四异型件与第一异型件的距离均相等,第二圆形的直径大于第一圆形的直径,第一圆形的直径大于第三圆形的直径。
20.本技术的有益效果为:
21.本技术实施例提供的一种医用多腔管材挤出模具包括芯棒和异型口膜,芯棒包括芯棒成型段,异型口膜包括异型部,芯棒的周向方向外设异型口膜,芯棒成型段底部周向方向外设有异型部,芯棒成型段底部与异型部卡接。通过芯棒成型段与异型部卡接处上部与异型部形成熔体流道,通过熔体流道中芯棒成型段与异型部形状间的相互配合,解决了聚合物流动性、温度、压力的影响造成的医用多腔管成型过程中流量不均衡,进而解决了医用多腔管成型过程中流量不均衡造成的医用多腔管管壁厚度不均匀以及制备医用多腔管的管胚易发生形变的问题,提高了制备的医用多腔管的圆度和稳定性,提高了制备的医用多腔管精度的提升度,且通过芯棒与异型口膜相结合的模具改良方式,避免了对芯棒形状多次改变进行的多次复杂的仿真计算,节约了人力与成本。
22.应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本技术。
附图说明
23.为了更清楚地说明本技术的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
24.图1为本技术实施例提供的采用现有技术制备的医用多腔管材横截面示意图;
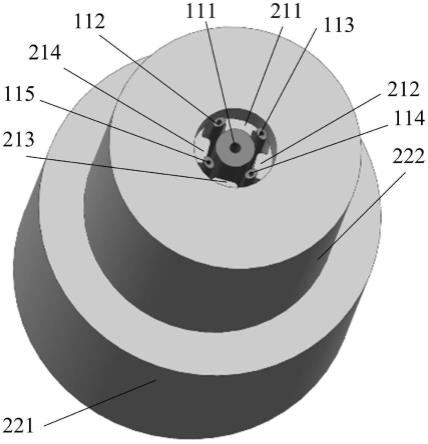
25.图2为本技术实施例提供的一种医用多腔管材挤出模具的结构示意图;
26.图3为本技术实施例提供的芯棒的结构示意图;
27.图4为本技术实施例提供的异型口膜的结构示意图;
28.图5为本技术实施例提供的采用本技术实施例提供的医用多腔管材挤出模具制备
的医用多腔管材横截面示意图;
29.图6为本技术实施例提供的一种医用多腔管材挤出模具的变形模具的俯视示意图;
30.图7为本技术实施例提供的另一种医用多腔管材挤出模具的变形模具的俯视示意图;
31.其中:
32.1-芯棒、11-芯棒成型段、111-中心棒、112-第一周向棒、113-第二周向棒、114-第三周向棒、115-第四周向棒、12-芯棒连接段、121-第一圆柱段、122-第二圆柱段、123-类圆锥段、2-异型口膜、21-异型部、211-第一异型件、212-第二异型件、213-第三异型件、214-第四异型件、22-常规部、221-第一圆柱部、222-第二圆柱部。
具体实施方式
33.为了使本技术领域的人员更好地理解本技术中的技术方案,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本技术保护的范围。
34.参见图2、图3和图4,本技术实施例提供了一种医用多腔管材挤出模具,包括芯棒1和异型口膜2,芯棒1包括芯棒成型段11,异型口膜2包括异型部21,芯棒1的周向方向外设异型口膜2,芯棒成型段11底部周向方向外设有异型部21,芯棒成型段11底部与异型部21卡接。通过芯棒成型段11与异型部21卡接处上部与异型部21形成熔体流道,通过熔体流道中芯棒成型段11与异型部21形状间的相互配合,解决了聚合物流动性、温度、压力的影响造成的医用多腔管成型过程中流量不均衡,进而解决了医用多腔管成型过程中流量不均衡造成的医用多腔管管壁厚度不均匀以及制备医用多腔管的管胚易发生形变的问题,提高了制备的医用多腔管的圆度和稳定性,提高了制备的医用多腔管精度的提升度,参见图5,图5为本技术实施例提供的采用本技术实施例提供的医用多腔管材挤出模具制备的医用多腔管材横截面示意图,且通过芯棒与异型口膜相结合的模具改良方式,避免了对芯棒形状多次改变进行的多次复杂的仿真计算,节约了人力与成本。
35.在一些实施例中,如图3所示,芯棒1还包括芯棒连接段12,芯棒连接段12包括第一圆柱段121、第二圆柱段122和类圆锥段123,如图4所示,异型口膜2还包括常规部22,常规部22包括第一圆柱部221和第二圆柱部222,芯棒连接段12下部为第一圆柱段121、第一圆柱段121上方为第二圆柱段122,第二圆柱段122上方为类圆锥段123,类圆锥段123上方为芯棒成型段11,常规部22下部为第一圆柱部221、第一圆柱部221上部为第二圆柱部222,第二圆柱部222内设异型部21。
36.在一些实施例中,第一圆柱段121的直径大于第二圆柱段122的直径,第一圆柱部221的直径大于第二圆柱部222的直径。
37.在一些实施例中,第一圆柱段121和第二圆柱段122的周向方向外设有第一圆柱部221,第一圆柱部221的直径大于第一圆柱段121的直径,类圆锥段123的周向方向外设有第二圆柱部222,第二圆柱部222的直径大于类圆锥段123的直径。
38.在一些实施例中,芯棒成型段11包括中心棒111、第一周向棒112、第二周向棒113、第三周向棒114和第四周向棒115,第一周向棒112、第二周向棒113、第三周向棒114和第四周向棒115的中心均设置于第一圆形上,且中心棒111的中心设置于第一圆形的圆心上,第一周向棒112与第二周向棒113的距离、第二周向棒113与第三周向棒114的距离、第三周向棒114与第四周向棒115的距离和第四周向棒115与第一周向棒112的距离均与第一圆形的内切正方形的边长相等。
39.在一些实施例中,异型部21包括第一异型件211、第二异型件212、第三异型件213和第四异型件214,第一异型件211、第二异型件212、第三异型件213和第四异型件214远离芯棒成型段11底部一侧均设置于第二圆形上,第一异型件211、第二异型件212、第三异型件213和第四异型件214靠近芯棒成型段11底部一侧均设置于第三圆形上,第一异型件211与第二异型件212的距离、第二异型件212与第三异型件213的距离、第三异型件213与第四异型件214的距离和第四异型件214与第一异型件211的距离均相等,第二圆形的直径大于第一圆形的直径,第一圆形的直径大于第三圆形的直径。
40.第二圆形与第三圆形的距离可选为制备的医用多腔管管壁厚度,制备的医用多腔管管壁厚度可根据医用多腔管类型及用途的不同而设置为不同的尺寸。
41.根据芯棒成型段11的结构设置与芯棒成型段11间的间距相等的异型部21。
42.在一些实施例中,参见图6和图7,本技术实施例提供的一种医用多腔管材挤出模具还可以基于相同的通过芯棒成型段与异型部卡接处上部与异型部形成熔体流道,通过熔体流道中芯棒成型段与异型部形状间的相互配合的原理,得到多个医用多腔管材挤出模具的变形模具,其中,如图6所示,为医用十腔管材挤出模具的俯视示意图,如图7所示,为医用四腔管材挤出模具的俯视示意图。
43.由上述实施例可见,本技术实施例提供的一种医用多腔管材挤出模具包括芯棒和异型口膜,芯棒包括芯棒成型段,异型口膜包括异型部,芯棒的周向方向外设异型口膜,芯棒成型段底部周向方向外设有异型部,芯棒成型段底部与异型部卡接。通过芯棒成型段与异型部卡接处上部与异型部形成熔体流道,通过熔体流道中芯棒成型段与异型部形状间的相互配合,解决了聚合物流动性、温度、压力的影响造成的医用多腔管成型过程中流量不均衡,进而解决了医用多腔管成型过程中流量不均衡造成的医用多腔管管壁厚度不均匀以及制备医用多腔管的管胚易发生形变的问题,提高了制备的医用多腔管的圆度和稳定性,提高了制备的医用多腔管精度的提升度,且通过芯棒与异型口膜相结合的模具改良方式,避免了对芯棒形状多次改变进行的多次复杂的仿真计算,节约了人力与成本。由于以上实施方式均是在其他方式之上引用结合进行说明,不同实施例之间均具有相同的部分,本说明书中各个实施例之间相同、相似的部分互相参见即可。在此不再详细阐述。
44.需要说明的是,在本说明书中,诸如“第一”和“第二”等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或暗示这些实体或操作之间存在任何这种实际的关系或顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的电路结构、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种电路结构、物品或者设备所固有的要素。在没有更多限制的情况下,有语句“包括一个
……”
限定的要素,并不排除在包括所述要素的电路结构、物品或者设备中还存在另外的相同要素。
45.本领域技术人员在考虑说明书及实践这里实用新型的公开后,将容易想到本技术的其他实施方案。本技术旨在涵盖本实用新型的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本技术的一般性原理并包括本技术未公开的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为示例性的,本技术的真正范围和精神由权利要求的内容指出。
46.以上所述的本技术实施方式并不构成对本技术保护范围的限定。
完整全部详细技术资料下载
当前第1页 1 2
相关技术
- 一种聚氨酯料粒的生产设备的制...
- 一种注塑机转盘定位结构的制作...
- 高损耗模量PVB中间膜的生产...
- 一种具有废气回收功能的橡胶硫...
- 一种双重称重落料机构的制作方...
- 一种具有搅拌功能避免粉体架桥...
- 一种可过滤原料的条状橡胶挤出...
- 聚乙烯管加工用挤出机的出管支...
- 一种带金属电极塑胶注塑成型微...
- 一种BOPP薄膜膜面展平机构...
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1