一种通用性好的注塑皮纹模具的制作方法
1.本实用新型涉及一种注塑模具,具体是一种通用性好的注塑皮纹模具。
背景技术:
2.当今社会,汽车造型发展迅速,汽车零部件产品配置种类增多,产品外观更新换代速度加快,在零部件生产企业面临着高成本、低利润的前提条件下,注塑模具数量增加,开发成本成倍增加。
3.皮纹模具作为一种常见的注塑模具,用以注塑生产表面带皮纹的零部件产品,一般由前模和后模组成。通常,同型号零部件产品的注塑皮纹模具需配备两副:高配产品配置摄像头,要求前模的模腔内表面有皮纹,同时要求模具带有孔位结构;而低配产品不配置摄像头,只要求前模的模腔内表面有皮纹,不要求模具带有孔位结构。为满足高配和低配产品的不同要求,往往需要配备两副注塑皮纹模具,不利于节省成本和节约模具占用的空间。
技术实现要素:
4.本实用新型所要解决的技术问题是,针对现有技术的不足,提供一种通用性好的注塑皮纹模具,该模具通用于高配和低配产品的注塑生产,可达到减少模具数量、节省成本的作用,同时可保证模腔内皮纹无损伤。
5.本实用新型解决上述技术问题所采用的技术方案为:一种通用性好的注塑皮纹模具,包括前模和后模,所述的前模的下部嵌设有模仁,所述的模仁的下部设有开口朝下的模腔,所述的模腔的内表面设有皮纹,所述的前模内设有与所述的模腔相通的胶口套,所述的后模的上部设有与所述的模仁相匹配的模芯,所述的模芯内穿设有可上下移动的顶针,所述的顶针的上端正对所述的模腔,所述的模芯内装设有可拆卸的紫铜制成的镶件,所述的镶件的上端面与所述的模芯的上端面平齐,或者,所述的镶件的上端自所述的模芯的上端伸出。
6.本实用新型注塑皮纹模具通过在后模设置镶件结构,通用于高配和低配产品的注塑生产,从而高配和低配产品可共用一套模具,达到减少模具数量、节省成本的作用,同时可保证模腔内皮纹无损伤。注塑生产高配产品时,使镶件的上端自模芯的上端伸出;注塑生产低配产品时,使镶件的上端面与模芯的上端面平齐。
7.本实用新型模具中的镶件安装和更换方便,该镶件采用紫铜材质,硬度约为35hbs,远低于模具钢材硬度500hbs,前模与后模合模碰撞时,镶件与模腔内表面碰撞,镶件表面会根据皮纹形状而改变,从而前模和后模碰穿过程中不会损伤模腔的皮纹区域,实现完美封胶。
8.作为优选,所述的模芯内上下开设有窄径孔和宽径孔,所述的镶件包括上下一体设置的窄径段和宽径段,所述的宽径段设置于所述的宽径孔,所述的窄径段设置于所述的窄径孔,所述的窄径段的上端面与所述的模芯的上端面平齐,或者,所述的窄径段的上端自所述的模芯的上端伸出。上述窄径孔和宽径孔的设计,对镶件起到较好的定位作用,且便于
镶件的更换。
9.作为优选,所述的宽径孔内设置有垫片,所述的宽径段的下端面紧贴所述的垫片的上端面。垫片用于调节镶件的高度位置,提高镶件的位置精度。
10.作为优选,所述的垫片为塑料制成的垫片。例如pom塑料等弹性和耐磨性较好的塑料。
11.作为优选,所述的前模包括上下设置的面板和前模板,所述的模仁嵌设在所述的前模板的下部,所述的胶口套穿设于所述的面板和所述的前模板,所述的胶口套位于所述的模腔的一侧,所述的胶口套与所述的模腔经一进胶槽相通,所述的进胶槽开设在所述的模仁的底部。
12.作为优选,所述的后模包括上下依次设置的后模板、模脚和底板,所述的模芯嵌设在所述的后模板的上部,所述的顶针的下端固定在一顶针板上,所述的顶针板设于所述的模脚的内侧,所述的顶针板由外部驱动机构驱动。
13.作为优选,所述的前模的下部开设有若干定位孔,所述的后模的上部固定有与所述的若干定位孔一一对应的若干导柱,所述的前模与所述的后模合模后,每根所述的导柱限位于一个所述的定位孔内,从而对前模和后模起到较好的定位效果,保证注塑过程的顺利进行。
14.与现有技术相比,本实用新型具有如下优点:本实用新型注塑皮纹模具通过在后模设置镶件结构,通用于高配和低配产品的注塑生产,从而高配和低配产品可共用一套模具,达到减少模具数量、节省成本的作用,同时可保证模腔内皮纹无损伤。
附图说明
15.图1为实施例中前模的结构剖视示意图;
16.图2为实施例中前模的仰视图;
17.图3为实施例中后模的结构剖视示意图;
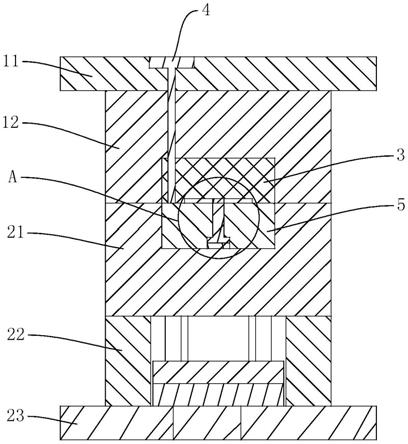
18.图4为实施例中前模与后模合模状态示意图;
19.图5为图4中a处放大图。
具体实施方式
20.以下结合附图实施例对本实用新型作进一步详细描述。
21.实施例1的通用性好的注塑皮纹模具,包括前模1和后模2,如图1所示,前模1的下部嵌设有模仁3,模仁3的下部设有开口朝下的模腔31,模腔31的内表面设有皮纹,前模1内设有与模腔31相通的胶口套4;如图3所示,后模2的上部设有与模仁3相匹配的模芯5,模芯5内穿设有可上下移动的顶针6,顶针6的上端正对模腔31,模芯5内装设有可拆卸的紫铜制成的镶件7,镶件7的上端面与模芯5的上端面平齐,或者,镶件7的上端自模芯5的上端伸出。
22.实施例1中,前模1的下部开设有四个定位孔10,后模2的上部固定有与四个定位孔10一一对应的四根导柱20,前模1与后模2合模后,每根导柱20限位于一个定位孔10内。
23.实施例2中,模芯5内上下开设有窄径孔51和宽径孔52,镶件7包括上下一体设置的窄径段71和宽径段72,宽径段72设置于宽径孔52,窄径段71设置于窄径孔51,窄径段71的上端面与模芯5的上端面平齐,或者,窄径段71的上端自模芯5的上端伸出。
24.实施例2的通用性好的注塑皮纹模具,与实施例1的区别在于,实施例2中,前模1包括上下设置的面板11和前模板12,模仁3嵌设在前模板12的下部,胶口套4穿设于面板11和前模板12,胶口套4位于模腔31的一侧,胶口套4与模腔31经一进胶槽32相通,进胶槽32开设在模仁3的底部;后模2包括上下依次设置的后模板21、模脚22和底板23,模芯5嵌设在后模板21的上部,顶针6的下端固定在一顶针板61上,顶针板61设于模脚22的内侧,顶针板61由外部驱动机构(图中未示出)驱动。此外,本实施例中,宽径孔52内设置有pom塑料制成的垫片53,宽径段72的下端面紧贴垫片53的上端面。前模1与后模2合模状态示意图见图4,此状态下,镶件7的上端自模芯5的上端伸出,注塑生产的产品为带孔的高配产品,需要注塑生产低配产品时,只需更换镶件,使更换后的镶件的上端面与模芯5的上端面平齐即可。
技术特征:
1.一种通用性好的注塑皮纹模具,包括前模和后模,所述的前模的下部嵌设有模仁,所述的模仁的下部设有开口朝下的模腔,所述的模腔的内表面设有皮纹,所述的前模内设有与所述的模腔相通的胶口套,所述的后模的上部设有与所述的模仁相匹配的模芯,所述的模芯内穿设有可上下移动的顶针,所述的顶针的上端正对所述的模腔,其特征在于,所述的模芯内装设有可拆卸的紫铜制成的镶件,所述的镶件的上端面与所述的模芯的上端面平齐,或者,所述的镶件的上端自所述的模芯的上端伸出。2.根据权利要求1所述的一种通用性好的注塑皮纹模具,其特征在于,所述的模芯内上下开设有窄径孔和宽径孔,所述的镶件包括上下一体设置的窄径段和宽径段,所述的宽径段设置于所述的宽径孔,所述的窄径段设置于所述的窄径孔,所述的窄径段的上端面与所述的模芯的上端面平齐,或者,所述的窄径段的上端自所述的模芯的上端伸出。3.根据权利要求2所述的一种通用性好的注塑皮纹模具,其特征在于,所述的宽径孔内设置有垫片,所述的宽径段的下端面紧贴所述的垫片的上端面。4.根据权利要求3所述的一种通用性好的注塑皮纹模具,其特征在于,所述的垫片为塑料制成的垫片。5.根据权利要求1所述的一种通用性好的注塑皮纹模具,其特征在于,所述的前模包括上下设置的面板和前模板,所述的模仁嵌设在所述的前模板的下部,所述的胶口套穿设于所述的面板和所述的前模板,所述的胶口套位于所述的模腔的一侧,所述的胶口套与所述的模腔经一进胶槽相通,所述的进胶槽开设在所述的模仁的底部。6.根据权利要求1所述的一种通用性好的注塑皮纹模具,其特征在于,所述的后模包括上下依次设置的后模板、模脚和底板,所述的模芯嵌设在所述的后模板的上部,所述的顶针的下端固定在一顶针板上,所述的顶针板设于所述的模脚的内侧,所述的顶针板由外部驱动机构驱动。7.根据权利要求1所述的一种通用性好的注塑皮纹模具,其特征在于,所述的前模的下部开设有若干定位孔,所述的后模的上部固定有与所述的若干定位孔一一对应的若干导柱,所述的前模与所述的后模合模后,每根所述的导柱限位于一个所述的定位孔内。
技术总结
本实用新型公开的通用性好的注塑皮纹模具包括前模和后模,所述的前模的下部嵌设有模仁,所述的模仁的下部设有开口朝下的模腔,所述的模腔的内表面设有皮纹,所述的前模内设有与所述的模腔相通的胶口套,所述的后模的上部设有与所述的模仁相匹配的模芯,所述的模芯内穿设有可上下移动的顶针,所述的顶针的上端正对所述的模腔,所述的模芯内装设有可拆卸的紫铜制成的镶件,所述的镶件的上端面与所述的模芯的上端面平齐,或者,所述的镶件的上端自所述的模芯的上端伸出。本实用新型通过在后模设置镶件结构,通用于高配和低配产品的注塑生产,从而高配和低配产品可共用一套模具,达到减少模具数量、节省成本的作用,同时可保证模腔内皮纹无损伤。腔内皮纹无损伤。腔内皮纹无损伤。
技术研发人员:汪兴 陆毅 龙鳞
受保护的技术使用者:宁波汇驰汽车部件有限公司
技术研发日:2021.07.05
技术公布日:2022/1/18
完整全部详细技术资料下载
相关技术
- 一种用于壁灯生产的壳体成型装...
- 一种包装编织袋用拉丝机的制作...
- 一种塑料粒子加工用烘干熔化装...
- 一种用于塑料粒子生产的塑化装...
- 一种高分子化工粉料进料装置的...
- 一种用于发光二极管封装件的模...
- 真空吸塑装置及裁切模块的制作...
- 一种防护用品生产线温度控制装...
- 一种塑料制品挤出造粒机的制作...
- 具有隔热功能的真空吸塑装置的...
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1