玻璃纤维强化树脂成型品的制作方法
1.本发明涉及玻璃纤维强化树脂成型品。
背景技术:
2.以往,玻璃纤维由于能够提高树脂成型品的性能而在各种用途中被广泛使用。这里,作为通过玻璃纤维来提高性能的主要性能之一,可以列举出玻璃纤维强化树脂成型品的拉伸强度、弯曲强度等机械强度。迄今为止,人们对以下课题进行了研究:玻璃纤维的纤维径(通常,玻璃纤维由多根玻璃长丝集束而构成,将该玻璃长丝的平均直径称为玻璃纤维的纤维径。)、玻璃纤维强化树脂成型品中的玻璃纤维的长度、玻璃纤维强化树脂成型品中的玻璃含量、玻璃长丝的截面形状等玻璃纤维的各项特征对玻璃纤维强化树脂成型品的机械强度所产生的影响(例如,参照专利文献1)。
3.另外,在下述专利文献2中,记载了一种具备下述特征的玻璃纤维强化树脂成型品,所述玻璃纤维强化树脂成型品中所含的玻璃纤维的纤维径d(μm)是3.0~12.0μm的范围,玻璃纤维强化树脂成型品中所含的玻璃纤维的数均纤维长度l(μm)是160~350μm的范围,玻璃纤维强化树脂成型品中的玻璃纤维体积含有率v(%)是3.0~50.0%的范围,且所述d、l及v满足下述式(6)。
4.300.0≤d2×
l/v≤1000.0
···
(6)
5.现有技术文献
6.专利文献
7.专利文献1:日本特开2009-269952号公报
8.专利文献2:wo2018/159861
技术实现要素:
9.发明要解决的课题
10.近年来,电气电子领域的微细部件、薄壁部件中的玻璃纤维强化树脂成型品的使用不断扩大。由于微细部件、薄壁部件在发生不良情况时难以进行更换,因此对于微细部件、薄壁部件中所使用的玻璃纤维强化树脂成型品要求特别高的静态强度和动态强度。另外,微细部件、薄壁部件的加工难度高,因此对于微细部件、薄壁部件中所使用的玻璃纤维强化树脂成型品,在各种制造条件下要求具有高成型加工性。尤其是微细部件、薄壁部件大多通过注射成型来进行制造,因此,对于微细部件、薄壁部件中所使用的玻璃纤维强化树脂成型品,在各种制造条件下要求具有高流动性。
11.然而,对于实现静态强度和动态强度、流动性的优异性平衡良好的玻璃纤维强化树脂成型品的玻璃纤维的特征,并没有作充分的研究。
12.本发明是鉴于上述情况而完成的,其目的在于明确玻璃纤维强化树脂成型品的静态强度和动态强度、以及有助于流动性的玻璃纤维的特征,从而提供一种静态强度和动态强度、尺寸稳定以及流动性的优异性平衡良好的玻璃纤维强化树脂成型品。
13.用于解决课题的手段
14.为了实现上述目的,本发明的玻璃纤维强化树脂成型品的特征在于,该玻璃纤维强化树脂成型品中所含有的玻璃纤维具备短径d1在3.0~10.5μm范围内、长径d2在11.0~29.0μm范围内的扁平截面形状,该玻璃纤维强化树脂成型品中所含有的玻璃纤维的数均纤维长度l(μm)在150~475μm范围内,玻璃纤维强化树脂成型品中的玻璃纤维含有率c(wt%)在40.0~75.0wt%范围内,所述d1、所述d2、所述l及所述c满足下述式(1):
15.260.0≤c2×
l/(d1
×
d22)≤400.0
…
(1)。
16.根据本发明的玻璃纤维强化树脂成型品,上述d1、d2、l及c处于上述范围内且满足上述式(1)的条件,由此,玻璃纤维强化树脂成型品的静态强度及动态强度、以及流动性的优异性平衡良好。
17.另外,本发明的玻璃纤维强化树脂成型品优选的是,所述d1在3.5~6.4μm范围内,所述d2在14.0~26.0μm范围内,所述l在165~300μm范围内,所述c在42.5~65.0%范围内,所述d1、所述d2、所述l及所述c满足下述式(3):
18.300.0≤c2×
l/(d1
×
d22)≤335.0
…
(3)。
19.根据本发明的玻璃纤维强化树脂成型品,上述d1、d2、l及c处于上述范围内且满足上述式(3)的条件,由此,玻璃纤维强化树脂成型品的静态强度和动态强度、以及流动性优异性极其平衡良好,且尺寸稳定性及表面平滑性优异。
20.在本发明的玻璃纤维强化树脂成型品中,玻璃纤维强化树脂成型品中所含有的树脂优选是从由聚酰胺树脂、聚对苯二甲酸丁二醇酯树脂、聚碳酸酯树脂、聚芳硫醚树脂、聚芳基酮树脂和液晶聚合物(lcp)组成的群中选出的注射成型用热塑性树脂,更优选是聚酰胺树脂。
21.通过使用上述注射成型用热塑性树脂,能够比较容易地进行微细部件、薄壁部件的成型。
具体实施方式
22.接着,对本发明的实施方式更详细地进行说明。
23.本实施方式的玻璃纤维强化树脂成型品的特征在于,玻璃纤维强化树脂成型品中所含有的玻璃纤维具备短径d1是3.0~10.5μm范围、长径d2是11.0~29.0μm范围的扁平截面形状,所述玻璃纤维强化树脂成型品中所含有的玻璃纤维的数均纤维长度l(μm)是150~475μm范围,所述玻璃纤维强化树脂成型品中的玻璃纤维含有率c(wt%)是40.0~75.0wt%范围,并且,所述d1、所述d2、所述l及所述c满足下述式(1):
24.260.0≤c2×
l/(d1
×
d22≤400.0
…
(1)。
25.根据本发明的玻璃纤维强化树脂成型品,上述d1、d2、l及c处于上述范围内,且满足上述式(1)的条件,由此,玻璃纤维强化树脂成型品的静态强度和动态强度、以及流动性的优异性平衡良好。
26.需要说明的是,例如可以根据反映静态强度的拉伸强度t(gpa)和弯曲强度b(gpa)、以及反映动态强度的无缺口夏比冲击强度i(kj/m2)、以及反映流动性的低速时流动长度f1(mm)和高速时流动长度f2(mm)是否满足下述式(2)来判断静态强度和动态强度、以及流动性的优异性是否平衡良好。
27.(t
×
b)
1/2
×
i
×
(f1
×
f2)
1/2
>300.0
…
(2)
28.在此,优选的是拉伸强度t(gpa)、弯曲强度b(gpa)、无缺口夏比冲击强度i(kj/m2)、以及低速时流动长度f1(mm)、高速时流动长度f2(mm)均显示高的值,因此通过满足上述式(2),能够判断静态强度和动态强度、以及流动性的优异性平衡良好。
29.需要说明的是,在本发明中,拉伸强度、弯曲强度、无缺口夏比冲击强度、低速时流动长度、高速时流动长度可以分别通过下述方法进行测定。需要说明的是,关于测定中所使用的装置只要具有与下述记载的装置同等的性能即可,并不作特别限定。
30.[拉伸强度]
[0031]
在试验温度23℃的条件下,使用精密万能试验机(株式会社岛津制作所制,商品名:auto graph(
オートグラフ
)ag-5000b),并依据jis k 7165:2008的静态拉伸试验,对依据jis k 7165:2008制作的a型哑铃形试验片(厚度4mm)测定拉伸强度。
[0032]
[弯曲强度]
[0033]
在试验温度23℃的条件下,使用精密万能试验机(株式会社岛津制作所制、商品名:auto graph ag-5000b),并依据jis k 7171:2016的静态拉伸试验,对所述试验片测定弯曲强度。
[0034]
[无缺口夏比冲击强度]
[0035]
在试验温度23℃的条件下,使用数字冲击试验机(株式会社东洋精机制作所制造,dg-ub型),并依据iso 179-1的无缺口夏比冲击试验,对所述试验片测定无缺口夏比冲击强度。
[0036]
[低速时流动长度]
[0037]
使用小型电动注射成型机(住友重机械工业株式会社制se18-duz)将为了得到玻璃纤维强化树脂成型品而制备的含玻璃纤维的树脂颗粒在速度25mm/s的条件下注射到尺寸是螺旋宽度(
スパイラル
巾)5mm、螺旋厚度(
スパイラル
厚
み
)3mm的模具中,测定压力到50mpa时的螺旋长度。
[0038]
[高速时流动长度]
[0039]
使用小型电动注射成型机(住友重机械工业株式会社制se18-duz)将为了得到玻璃纤维强化树脂成型品而制备的含玻璃纤维的树脂颗粒在速度50mm/s的条件下注射到尺寸是螺旋宽度5mm、螺旋厚度3mm的模具中,测定压力到50mpa时的螺旋长度。
[0040]
在本实施方式的玻璃纤维强化树脂成型品中,如果玻璃纤维的短径d1不足3.0μm时,则有在玻璃纤维及玻璃纤维强化树脂成型品的制造工序中会对制造者的健康造成不良影响的担忧。另一方面,在本实施方式的玻璃纤维强化树脂成型品中,如果玻璃纤维的短径d1超过10.5μm时,则无法得到具备充分的强度的玻璃纤维强化树脂成型品。
[0041]
在本实施方式的玻璃纤维强化树脂成型品中,难以制造玻璃纤维的长径d2不足11.0μm且具备扁平截面形状的玻璃纤维。另一方面,在本实施方式的玻璃纤维强化树脂成型品中,如果玻璃纤维的长径d2超过29.0μm时,则无法得到具备充分的强度的玻璃纤维强化树脂成型品。
[0042]
另外,在本实施方式的玻璃纤维强化树脂成型品中,从提高玻璃纤维强化树脂成型品的表面平滑性的角度出发,玻璃纤维的短径d1优选是3.5~6.4μm,玻璃纤维的短径d1更优选是4.0~6.0μm,玻璃纤维的短径d1进一步优选是4.5~5.5μm。从提高玻璃纤维强化
树脂成型品的表面平滑性的角度出发,玻璃纤维的长径d2优选是14.0~26.0μm,玻璃纤维的长径d2更优选为16.0~24.0μm,玻璃纤维的长径d2进一步优选是18.0~22.0μm。
[0043]
例如可以通过下述方式计算出本实施方式的玻璃纤维强化树脂成型品中的玻璃纤维的短径及长径:首先,对玻璃纤维强化树脂成型品的截面进行研磨,接着,使用电子显微镜,针对100根玻璃长丝,将通过玻璃长丝截面的大致中心的最长的边作为长径且将与该长径在玻璃长丝截面的大致中心正交的边作为短径测定各自的长度,并求出该长径和该短径各自的平均值。
[0044]
需要说明的是,玻璃纤维通常是将多根玻璃长丝集束而形成,但在玻璃纤维强化树脂成型品中,所述集束后的玻璃长丝经过成型加工而被解除,以玻璃长丝的状态下分散存在于玻璃纤维强化树脂成型品中。
[0045]
在本实施方式的玻璃纤维强化树脂成型品中,玻璃纤维的长径d2相对于玻璃纤维的短径d1的比(d2/d1)例如在1.2~10.0范围内,优选在1.8~8.0范围内,更优选在2.0~6.0范围内,进一步优选在2.5~5.5范围内,特别优选在3.0~5.0的范围,最优选在3.3~4.5范围内。
[0046]
作为本实施方式的玻璃纤维强化树脂成型品,作为玻璃纤维强化树脂成型品中所含的玻璃纤维所具备的扁平截面形状,例如可以举出长圆形(将长方形的短边部分分别置换为以该短边为直径的半圆后的形状)、椭圆形以及长方形,从有助于提高玻璃纤维强化树脂成型品的流动性的观点出发,上述扁平截面形状优选是长圆形。需要说明的是,这里,玻璃纤维的截面是指与玻璃纤维的纤维长度方向垂直的横截面。
[0047]
在本实施方式的玻璃纤维强化树脂成型品中,玻璃纤维的数均纤维长度l可以取1~10000μm范围内的值。如果玻璃纤维的数均纤维长度l小于150μm时,则无法获得具备充分的机械强度的玻璃纤维强化树脂成型品。另一方面,如果玻璃纤维的数均纤维长度l超过475μm时,则成型加工时、特别是双轴混炼时的加工性有可能下降。
[0048]
另外,在本实施方式的玻璃纤维强化树脂成型品中,玻璃纤维的数均纤维长度l优选为165~300μm,该数均纤维长度l更优选为180~295μm,该数均纤维长度l进一步优选为195~290μm,该数均纤维长度l特别优选为210~285μm,该数均纤维长度l尤其优选为220~280μm,该数均纤维长度l极其优选为230~270μm,该数均纤维长度l最优选为240~265μm。
[0049]
需要说明的是,本实施方式的玻璃纤维强化树脂成型品中的玻璃纤维的数均纤维长度可以通过以下的方法算出。首先,在650℃的马弗炉中将玻璃纤维强化树脂成型品加热0.5~24小时来分解有机物。接着,将残存的玻璃纤维移至玻璃培养皿,使用丙酮使玻璃纤维分散于培养皿的表面。接着,使用实体显微镜对分散于培养皿表面的1000根以上玻璃纤维测定纤维长度并取其平均值,从而计算出玻璃纤维的数均纤维长度。
[0050]
在本实施方式的玻璃纤维强化树脂成型品中,如果玻璃纤维含有率c不足40.0wt%时,则无法得到具备充分的强度的玻璃纤维强化树脂成型品。另一方面,在本发明的玻璃纤维强化树脂成型品中,如果玻璃纤维含有率c超过75.0wt%时,则无法获得充分的流动性。
[0051]
另外,在本实施方式的玻璃纤维强化树脂成型品中,玻璃纤维含有率c是40.0~75.0wt%范围内的值,该玻璃纤维含有率c优选为42.5~65.0wt%,该玻璃纤维含有率c更优选为45.0~60.0wt%,该玻璃纤维含有率c进一步优选为47.5~55.0wt%。
[0052]
需要说明的是,可以依据jis k 7052:1999计算出本实施方式的玻璃纤维强化树脂成型品中的玻璃纤维含有率。
[0053]
在本发明的玻璃纤维强化树脂成型品中,如果玻璃纤维含有率c不足40.0wt%时,则无法得到具备充分的强度(例如,0.200gpa以上的拉伸强度、0.300gpa以上的弯曲强度且90kj/m2以上的无缺口夏比冲击强度)的玻璃纤维强化树脂成型品。另一方面,在本发明的玻璃纤维强化树脂成型品中,如果玻璃纤维含有率c超过75.0wt%时,则无法得到充分的流动性。
[0054]
在玻璃纤维的短径d1(μm)、玻璃纤维的长径d2(μm)、玻璃纤维的纤维长度l(μm)以及玻璃纤维含有率c(wt%)不满足上述式(1)的情况下,即,在c2×
l/(d1
×
d22)不足260的情况下,无法得到静态强度和动态强度、以及流动性的优异性平衡良好的玻璃纤维强化树脂成型品。另一方面,在本实施方式的玻璃纤维强化树脂成型品中,由于c和l处于权衡(trade-off)的关系,因此,c2×
l/(d1
×
d22)超过400,难以制成玻璃纤维强化树脂成型品。
[0055]
另外,在本实施方式的玻璃纤维强化树脂成型品中,优选的是,上述d1、d2、l和c满足下述式(3)。通过使c2×
l/(d1
×
d22)满足下述式(3),玻璃纤维强化树脂成型品的静态强度和动态强度、以及流动性的优异性平衡良好且具有优异的尺寸稳定性及表面平滑性。
[0056]
300.0≤c2×
l/(d1
×
d22)≤335.0
···
(3)
[0057]
需要说明的是,例如能够根据反映静态强度的拉伸强度t(gpa)、弯曲强度b(gpa)、和反映动态强度的无缺口夏比冲击强度i(kj/m2)以及反映流动性的低速时流动长度f1(mm)和高速时流动长度f2(mm)是否满足下述式(4)来判断静态强度和动态的强度、以及流动性的优异性是否平衡良好。
[0058]
(t
×
b)
1/2
×
i
×
(f1
×
f2)
1/2
>330.0
…
(4)
[0059]
另外,例如可以根据玻璃纤维强化树脂成型品的翘曲是否小于4.0mm来进行是否具有优异的尺寸稳定性的判断。另外,例如可以根据玻璃纤维强化树脂成型品的算术平均粗糙度是否小于0.15mm来进行表面平滑性是否优异的判断。
[0060]
另外,在本实施方式的玻璃纤维强化树脂成型品中,更优选的是,上述d1、d2、l和c满足下述式(5)。
[0061]
310.0≤c2×
l/(d1
×
d22)≤325.0
…
(5)
[0062]
在本实施方式的玻璃纤维强化树脂成型品中,不对形成玻璃纤维的玻璃的玻璃组成作特别限定。在本实施方式的玻璃纤维强化树脂成型品中,作为玻璃纤维可采用的玻璃组成,可列举出:最为通用的e玻璃组成(包含相对于玻璃纤维总量是52.0~56.0质量%范围的sio2、12.0~16.0质量%范围的al2o3、合计是20.0~25.0质量%范围的mgo和cao、5.0~10.0质量%范围的b2o3的组成);高强度高弹性模量玻璃组成(包含相对于玻璃纤维总量是64.0~66.0质量%范围的sio2、24.0~26.0质量%范围的al2o3、9.0~11.0质量%范围的mgo的组成);高弹性模量易造型玻璃组成(包含相对于玻璃纤维总量是57.0~60.0质量%范围的sio2、17.5~20.0质量%范围的al2o3、8.5~12.0质量%范围的mgo、10.0~13.0质量%范围的cao、0.5~1.5质量%范围的b2o3且sio2、al2o3、mgo和cao的合计量为98.0质量%以上的组成);以及低介电常数低介电损耗角正切玻璃组成(包含相对于玻璃纤维总量为48.0~62.0质量%范围的sio2、17.0~26.0质量%范围的b2o3、9.0~18.0质量%范围的al2o3、0.1~9.0质量%范围的cao、0~6.0质量%范围的mgo、合计0.05~0.5质量%范围的
na2o
·
k2o
·
li2o、0~5.0质量%范围的tio2、0~6.0质量%范围的sro、合计0~3.0质量%范围的f2·
cl2、0~6.0质量%范围的p2o5的组成)。从提高玻璃纤维强化树脂成型品的强度的观点出发,玻璃纤维的玻璃组成优选为上述高强度高弹性模量玻璃组成或者高弹性模量易造型玻璃组成。
[0063]
具备上述玻璃组成的玻璃纤维通过下述方式进行制造。首先,将能够成为上述组成的方式配制的玻璃原料(玻璃批料)供给至熔融炉,例如在1450~1550℃范围的温度下实施熔融。接着,将熔融后的玻璃批料(熔融玻璃)从被控制在规定温度的套管(bushing)的1~20000个喷嘴头拉出并骤冷,由此形成玻璃长丝。接着,使用作为涂布装置的敷料器将集束剂或粘合剂涂布到所形成的玻璃长丝,并使用集束器,一边使1~20000根玻璃长丝集束,一边使用卷取机将其高速卷取于集束管上,由此得到玻璃纤维。在此,所述喷嘴头具有非圆形形状并具有对熔融玻璃进行骤冷的突起部或切口部,通过控制温度条件,能够得到具有扁平截面形状的玻璃长丝。另外,通过调整喷嘴头的直径、卷取速度和温度条件等,能够调整玻璃纤维的短径d1(μm)和长径d2(μm)。例如,通过加快卷取速度,能够降低短径d1及长径d2,通过减慢卷取速度,能够增大短径d1及长径d2。
[0064]
在本实施方式的玻璃纤维强化树脂成型品中,以提高玻璃纤维与树脂的粘接性、提高玻璃纤维与树脂或无机材料中的混合物中的玻璃纤维的均匀分散性等为目的,玻璃纤维也可以用有机物包覆其表面。作为这种有机物,可以举出:聚氨酯树脂、环氧树脂、乙酸乙烯酯树脂、丙烯酸树脂、改性聚丙烯(特别是羧酸改性聚丙烯)、(聚)羧酸(特别是马来酸)与不饱和单体的共聚物等。另外,在本实施方式的玻璃纤维强化树脂成型品中,玻璃纤维除了这些树脂以外,还可以包覆包含硅烷偶联剂、润滑剂、表面活性剂等的树脂组合物。这种树脂组合物以未被树脂组合物包覆的状态下的玻璃纤维的质量为基准,以0.1~2.0质量%的比例包覆玻璃纤维。需要说明的是,利用有机物对玻璃纤维的包覆例如可以通过下述方式进行:在玻璃纤维的制造工序中,使用辊型敷料器等公知的方法,将包含上述树脂溶液或上述树脂组合物溶液的上述集束剂或粘合剂涂布到玻璃纤维上,然后,对涂布有树脂溶液或树脂组合物溶液的玻璃纤维进行干燥。
[0065]
其中,作为硅烷偶联剂,可以举出:氨基硅烷(γ-氨基丙基三乙氧基硅烷、n-β-(氨基乙基)-γ-氨基丙基三甲氧基硅烷、n-β-(氨基乙基)-n
’-
β-(氨基乙基)-γ-氨基丙基三甲氧基硅烷、γ-苯胺基丙基三甲氧基硅烷等)、氯硅烷(γ-环氧丙氧基丙基三甲氧基硅烷等)、环氧硅烷(β-(3,4-环氧环己基)乙基三甲氧基硅烷等)、巯基硅烷(γ-氯丙基三甲氧基硅烷等γ-巯基三甲氧基硅烷等)、乙烯基硅烷(乙烯基三甲氧基硅烷、n-β-(n-乙烯基苄基氨基乙基)-γ-氨基丙基三甲氧基硅烷等)、丙烯酸硅烷(γ-甲基丙烯酰氧基丙基三甲氧基硅烷等)、阳离子硅烷(n-(乙烯基苄基)-2-氨基乙基-3-氨基丙基三甲氧基硅烷盐酸盐、n-苯基-3-氨基丙基三甲氧基硅烷盐酸盐等)。上述硅烷偶联剂可以是单独使用上述物质的硅烷偶联剂,或者也可以是并用两种以上上述物质的硅烷偶联剂。
[0066]
作为润滑剂,可以举出改性硅油、动物油(牛脂等)及其氢化添加物、植物油(大豆油、椰子油、菜籽油、棕榈油、蓖麻油等)及其氢化添加物、动物性蜡(蜂蜡、羊毛脂等)、植物性蜡(小烛树蜡、巴西棕榈蜡等)、矿物类蜡(石蜡、褐煤蜡等)、高级饱和脂肪酸与高级饱和醇的缩合物(月桂醇硬脂酸酯等硬脂酸酯等)、聚乙烯亚胺、聚烷基多胺烷基酰胺衍生物、脂肪酸酰胺(例如二亚乙基三胺、三亚乙基四胺、四亚乙基五胺等聚乙烯多胺与月桂酸、肉豆
蔻酸、棕榈酸、硬脂酸等脂肪酸的脱水缩合物等)、第4级铵盐(月桂基三甲基氯化铵等烷基三甲基铵盐等)。上述润滑剂可以是单独使用上述物质的润滑剂,或者也可以是并用两种以上上述物质的润滑剂。
[0067]
作为表面活性剂,可以举出:非离子系表面活性剂、阳离子系表面活性剂、阴离子系表面活性剂、两性表面活性剂。上述表面活性剂可以是单独使用上述活性剂,或者也可以是并用两种以上上述活性剂的表面活性剂。
[0068]
作为非离子系表面活性剂,可以举出:乙烯氧化物氧化丙烯烷基醚、聚氧乙烯烷基醚、聚氧乙烯-聚氧丙烯-嵌段共聚物、烷基聚氧乙烯-聚氧丙烯-嵌段共聚物醚、聚氧乙烯脂肪酸酯、聚氧乙烯脂肪酸单酯、聚氧乙烯脂肪酸二酯、聚氧乙烯山梨糖醇酐脂肪酸酯、甘油脂肪酸酯环氧乙烷加成物、聚氧乙烯硬脂基醚、氢化蓖麻油环氧乙烷加成物、烷基胺环氧乙烷加成物、脂肪酸酰胺环氧乙烷加成物、甘油脂肪酸酯、聚甘油脂肪酸酯、季戊四醇脂肪酸酯、山梨糖醇脂肪酸酯、山梨糖醇酐脂肪酸酯、蔗糖脂肪酸酯、多元醇烷基醚、脂肪酸烷醇酰胺、炔二醇、乙炔醇、炔二醇的环氧乙烷加成物、炔醇的环氧乙烷加成物等。
[0069]
作为阳离子系表面活性剂,可以举出:氯化烷基二甲基苄基铵、氯化烷基三甲基铵、烷基二甲基乙基铵乙基硫酸盐、高级烷基胺盐(乙酸盐或盐酸盐等)、对高级烷基胺的环氧乙烷加成物、高级脂肪酸与聚亚烷基多胺的缩合物、高级脂肪酸与烷醇胺的酯的盐、高级脂肪酸酰胺的盐、咪唑啉型阳离子性表面活性剂、烷基吡啶盐等。
[0070]
作为阴离子系表面活性剂,可以举出:高级醇硫酸酯盐、高级烷基醚硫酸酯盐、α-烯烃硫酸酯盐、烷基苯磺酸盐、α-烯烃磺酸盐、脂肪酸卤化物与n-甲基牛磺酸的反应产物、磺基琥珀酸二烷基酯盐、高级醇磷酸酯盐、高级醇环氧乙烷加成物的磷酸酯盐等。
[0071]
作为两性表面活性剂,可以举出:烷基氨基丙酸碱金属盐等氨基酸型两性表面活性剂、烷基二甲基甜菜碱等甜菜碱型、咪唑啉型两性表面活性剂等。
[0072]
本实施方式的玻璃纤维强化树脂成型品除了包含上述玻璃纤维以外,还包含热塑性树脂或热固性树脂、以及玻璃纤维以外的添加剂。在本实施方式的玻璃纤维强化树脂成型品中,热塑性树脂或热固性树脂的含有率例如是15.0~60.0wt%。另外,在本实施方式的玻璃纤维强化树脂成型品中,玻璃纤维以外的添加剂的含有率例如是0~40.0wt%。
[0073]
这里,作为上述热塑性树脂,可以举出:聚乙烯、聚丙烯、聚苯乙烯、苯乙烯/马来酸酐树脂、苯乙烯/马来酰亚胺树脂、聚丙烯腈、丙烯腈/苯乙烯(as)树脂、丙烯腈/丁二烯/苯乙烯(abs)树脂、氯化聚乙烯/丙烯腈/苯乙烯(acs)树脂、丙烯腈/乙烯/苯乙烯(aes)树脂、丙烯腈/苯乙烯/丙烯酸甲酯(asa)树脂、苯乙烯/丙烯腈(san)树脂、甲基丙烯酸树脂、聚氯乙烯(pvc)、聚偏二氯乙烯(pvdc)、聚酰胺、聚缩醛、聚对苯二甲酸乙二醇酯(pet)、聚对苯二甲酸丁二醇酯-(pbt)、聚对苯二甲酸丙二醇酯(ptt)、聚碳酸酯、聚芳硫醚、聚醚砜(pes)、聚苯基砜(ppsu)、聚苯醚(ppe)、改性聚苯醚(m-ppe)、聚芳基酮、液晶聚合物(lcp)、氟树脂、聚醚酰亚胺(pei)、聚芳酯(par)、聚砜(psf)、聚酰胺酰亚胺(pai)、聚氨基双马来酰亚胺(pabm)、热塑性聚酰亚胺(tpi)、聚萘二甲酸乙二醇酯(pen)、乙烯/乙酸乙烯酯(eva)树脂、离聚物(io)树脂、聚丁二烯、苯乙烯/丁二烯树脂、聚丁烯、聚甲基戊烯、烯烃/乙烯醇树脂、环状烯烃树脂、纤维素树脂、聚乳酸等。
[0074]
具体而言,作为聚乙烯,可以举出:高密度聚乙烯(hdpe)、中密度聚乙烯、低密度聚乙烯(ldpe)、直链状低密度聚乙烯(lldpe)、超高分子量聚乙烯等。
[0075]
作为聚丙烯,可以举出:全同立构聚丙烯、无规立构聚丙烯、间规聚丙烯以及上述聚丙烯的混合物等。
[0076]
作为聚苯乙烯,可以举出:作为具有无规立构结构的无规立构聚苯乙烯的通用聚苯乙烯(gpps)、在gpps中加入了橡胶成分的抗冲击性聚苯乙烯(hips)、具有间规结构的间规聚苯乙烯等。
[0077]
作为甲基丙烯酸树脂,可列举出:将丙烯酸、甲基丙烯酸、苯乙烯、丙烯酸甲酯、丙烯酸乙酯、甲基丙烯酸乙酯、丙烯酸丁酯、甲基丙烯酸丁酯和脂肪酸乙烯酯中的一种树脂单独聚合而成的聚合物、或将上述树脂中的两种以上的树脂共聚而成的聚合物等。
[0078]
作为聚氯乙烯,可以举出:利用以往公知的乳液聚合法、悬浮聚合法、微悬浮聚合法、本体聚合法等方法聚合的氯乙烯均聚物、或者与氯乙烯单体能够共聚的单体的共聚物、或者在聚合物上接枝聚合了氯乙烯单体的接枝共聚物等。
[0079]
作为聚酰胺,可以举出:聚己内酰胺(尼龙6)、聚六亚甲基己二酰胺(尼龙66)、聚四亚甲基己二酰胺(尼龙46)、聚癸二酰己二胺(尼龙410)、聚五亚甲基己二酰胺(尼龙56)、聚癸二酰己二胺(尼龙510)、聚癸二酰己二胺(尼龙610)、聚六亚甲基十二酰胺(尼龙612)、聚十亚甲基己二酰胺(尼龙106)、聚十亚甲基癸二酰胺(尼龙1010)、聚十亚甲基十二酰胺(尼龙1012)、聚十一烷酰胺(尼龙11)、聚十一亚甲基己二酰胺(尼龙116)、聚十二烷酰胺(尼龙12)、聚二甲苯己二酰胺(尼龙d6)、聚二甲苯癸二酸酰胺(尼龙xd10)、聚己二酰间苯二甲胺(尼龙mxd6)、聚癸二酰间苯二酰胺(尼龙pxd6)、聚对苯二甲酰胺(尼龙4t)、聚五亚甲基对苯二甲酰胺(尼龙5t)、聚六亚甲基对苯二甲酰胺(尼龙6t)、聚六亚甲基异邻苯二甲酰胺(尼龙6i)、聚九亚甲基对苯二甲酰胺(尼龙9t)、聚十亚甲基对苯二甲酰胺(尼龙10t)、聚十一亚甲基对苯二甲酰胺(尼龙11t)、聚十二亚甲基对苯二甲酰胺(尼龙12t)、聚四亚甲基聚邻苯二甲酰胺(尼龙4i)、聚双(3-甲基-4-氨基己基)甲烷对苯二甲酰胺(尼龙pacmt)、聚双(3-甲基-4-氨基己基)甲烷异邻苯二甲酰胺(尼龙pacmi)、聚双(3-甲基-4-氨基己基)甲烷十二酰胺(尼龙pacm12)、聚双(3-甲基-4-氨基己基)甲烷十四酰胺(尼龙pacm14)等成分中的一种或者组合了两种以上上述成分而成的共聚物或是这些共聚物的混合物等。
[0080]
作为聚缩醛,可以举出:以氧亚甲基单元为主要重复单元的均聚物、以及主要由氧亚甲基单元构成且在主链中含有具有2~8个相邻碳原子的氧亚烷基单元的共聚物等。
[0081]
作为聚对苯二甲酸乙二醇酯,可以举出通过将对苯二甲酸或其衍生物与乙二醇缩聚而得到的聚合物等。
[0082]
作为聚对苯二甲酸丁二醇酯,可以举出通过将对苯二甲酸或其衍生物与1,4-丁二醇缩聚而得到的聚合物等。
[0083]
作为聚对苯二甲酸丙二醇酯,可以举出通过将对苯二甲酸或其衍生物与1,3-丙二醇缩聚而得到的聚合物等。
[0084]
作为聚碳酸酯,可以举出:通过在熔融状态下使二羟基二芳基化合物与碳酸二苯酯等碳酸酯反应的酯交换法得到的聚合物、或者通过使二羟基芳基化合物与光气反应的光气法得到的聚合物。
[0085]
作为聚芳硫醚,可以举出:直链型聚苯硫醚、通过在聚合后进行固化反应而高分子量化的交联型聚苯硫醚、聚苯硫醚砜、聚苯硫醚醚、聚苯硫醚酮等。
[0086]
作为改性聚苯醚,可列举出:聚(2,6-二甲基-1,4-亚苯基)醚与聚苯乙烯的聚合物
合金、聚(2,6-二甲基-1,4-亚苯基)醚与苯乙烯/丁二烯共聚物的聚合物合金、聚(2,6-二甲基-1,4-亚苯基)醚与苯乙烯/马来酸酐共聚物的聚合物合金、聚(2,6-二甲基-1,4-亚苯基)醚与聚酰胺的聚合物合金、聚(2,6-二甲基-1,4-亚苯基)醚与苯乙烯/丁二烯/丙烯腈共聚物的聚合物合金等。
[0087]
作为聚芳基酮,可以举出:聚醚酮(pek)、聚醚醚酮(peek)、聚醚酮酮(pekk)、聚醚醚酮酮(peekk)等。
[0088]
作为液晶聚合物(lcp),可列举出:由作为热致液晶聚酯的芳香族羟基羰基单元、芳香族二羟基单元、芳香族二羰基单元、脂肪族二羟基单元、脂肪族二羰基单元等中选出的一种以上的结构单元构成的(共)聚合物等。
[0089]
作为氟树脂,可以举出:聚四氟乙烯(ptfe)、全氟烷氧基树脂(pfa)、氟化乙烯丙烯树脂(fep)、氟化乙烯四氟乙烯树脂(etfe)、聚乙烯氟乙烯(pvf)、聚偏氟乙烯(pvdf)、聚氯三氟乙烯(pctfe)、乙烯/三氟氯乙烯树脂(ectfe)等。
[0090]
作为离聚物(io)树脂,可以举出:烯烃或苯乙烯与不饱和羧酸的共聚物且将羧基的一部分用金属离子中和而成的聚合物等。
[0091]
作为烯烃/乙烯醇树脂,可以举出:乙烯/乙烯醇共聚物、丙烯/乙烯醇共聚物、乙烯/乙酸乙烯酯共聚物皂化物、丙烯/乙酸乙烯酯共聚物皂化物等。
[0092]
作为环状烯烃树脂,可以举出:环己烯等单环体、四环戊二烯等多环体、环状烯烃单体的聚合物等。
[0093]
作为聚乳酸,可列举出:作为l体的均聚物的聚l-乳酸、作为d体的均聚物的聚d-乳酸、或者作为其混合物的立构复合型聚乳酸等。
[0094]
作为纤维素树脂,可以举出:甲基纤维素、乙基纤维素、羟基纤维素、羟甲基纤维素、羟乙基纤维素、羟乙基甲基纤维素、羟丙基甲基纤维素、醋酸纤维素、纤维素丙酸酯、纤维素丁酸酯等。另外,作为上述热固化性树脂,可以举出:不饱和聚酯树脂、乙烯基酯树脂、环氧(ep)树脂、三聚氰胺(mf)树脂、酚醛树脂(pf)、聚氨酯树脂(pu)、多异氰酸酯、聚异氰脲酸酯、聚酰亚胺(pi)、尿素(uf)树脂、硅(si)树脂、呋喃(fr)树脂、苯并胍胺(br)树脂、醇酸树脂、二甲苯树脂、双马来酰亚胺三嗪(bt)树脂、邻苯二甲酸二烯丙酯树脂(pdap)等。
[0095]
具体而言,作为不饱和聚酯,可以举出:通过使脂肪族不饱和二羧酸与脂肪族二醇进行酯化反应而得到的树脂。
[0096]
作为乙烯基酯树脂,可以举出:双乙烯基乙烯基酯树脂、酚醛清漆系乙烯基酯树脂。
[0097]
作为环氧树脂,可以举出:双酚a型环氧树脂、双酚f型环氧树脂、双酚e型环氧树脂、双酚s型环氧树脂、双酚m型环氧树脂(4,4
’-
(1,3-亚苯基二异亚丙基)双酚型环氧树脂)、双酚p型环氧树脂(4,4
’-
(1,4-亚苯基二异亚丙基)双酚型环氧树脂)、双酚z型环氧树脂(4,4
’-
环己烯双酚型环氧树脂)、苯酚酚醛清漆型环氧树脂、甲酚酚醛清漆型环氧树脂、四苯酚基乙烷酚醛清漆型环氧树脂、具有稠环芳香族烃结构的酚醛清漆型环氧树脂、联苯型环氧树脂、亚二甲苯基型环氧树脂或苯基芳烷基型环氧树脂等芳烷基型环氧树脂、亚萘基醚型环氧树脂、萘酚型环氧树脂、萘二醇型环氧树脂、2官能或4官能环氧型萘树脂、联萘基型环氧树脂、萘芳烷基型环氧树脂、蒽型环氧树脂、苯氧基型环氧树脂、二环戊二烯型环氧树脂、降冰片烯型环氧树脂、金刚烷型环氧树脂、芴型环氧树脂等。作为三聚氰胺树脂,可
以举出由三聚氰胺(2,4,6-三氨基-1,3,5-三嗪)与甲醛的缩聚构成的聚合物。作为酚醛树脂,可以举出苯酚酚醛清漆树脂、甲酚酚醛清漆树脂、双酚a型酚醛清漆树脂等酚醛清漆型酚醛树脂、羟甲基型甲阶酚醛树脂、二亚甲基醚型甲阶酚醛树脂等甲阶酚醛型酚醛树脂、或芳基亚烷基型酚醛树脂等,可以选出上述树脂中的一种或者组合两种以上上述树脂而成的树脂。
[0098]
作为脲醛树脂,可以举出通过缩合尿素与甲醛而得到的树脂。
[0099]
上述热塑性树脂或上述热固性树脂可以单独进行使用,也可以组合两种以上进行使用。
[0100]
考虑到上述玻璃纤维的优异的流动性能够大大有助于成型加工性的提高,本实施方式的玻璃纤维强化树脂成型品中所使用的树脂优选是热塑性树脂,更优选是注射成型用热塑性树脂,进一步优选为从由聚酰胺树脂、聚对苯二甲酸丁二醇酯树脂、聚碳酸酯树脂、聚芳硫醚树脂、聚芳基酮树脂和液晶聚合物(lcp)组成的群中选出的树脂,特别优选是聚酰胺树脂。
[0101]
作为上述玻璃纤维以外的添加剂,可以举出:玻璃纤维以外的强化纤维(例如,碳纤维、金属纤维等)、玻璃纤维以外的填充剂(例如,玻璃粉、滑石、云母等)、阻燃剂、紫外线吸收剂、热稳定剂、抗氧化剂、抗静电剂、流动性改良剂、防粘连剂、润滑剂、成核剂、抗菌剂、颜料等。
[0102]
本实施方式的玻璃纤维强化树脂成型品可以通过利用从下述公知的成型法中根据树脂及添加剂的特性、玻璃纤维强化树脂成型品的用途而适当选出的成型法对由上述玻璃纤维、上述热塑性树脂或热固化性树脂、以及上述玻璃纤维以外的添加剂构成的混合物进行成型而获得。其中,上述公知的成型法包括:注射成型法、注射压缩成型法、二色成型法、中空成型法、发泡成型法(包括超临界流体发泡成型法)、嵌件成型法、模内涂层成型法、挤出成型法、压片成型法、热成型法、旋转成型法、层叠成型法、压制成型法、吹塑成型法、冲压成型法、熔融法、手糊成型法、喷涂法、树脂传递模塑成型法、片状模塑料成型法、散模成型法、拉挤成型法、长丝缠绕法等公知的成型法。从上述玻璃纤维的优异的流动性会大大有助于成型加工性的提高的角度出发,本实施方式的玻璃纤维强化树脂成型品优选为通过注射成型法得到的玻璃纤维强化树脂注射成型品。
[0103]
其中,优选采用使用含有玻璃纤维的热塑性树脂颗粒的注射成型法。在该情况下,作为热塑性树脂颗粒中所含有的玻璃纤维优选采用以下短切原丝。该短切原丝通过下述方式形成:将构成玻璃纤维的具有以下根数(集束根数)玻璃长丝的玻璃纤维(也称为玻璃纤维束或玻璃原丝)切断成具有以下长度的短切原丝,其中,上述根数优选为1~20000根、更优选为50~10000根、进一步优选为1000~8000根;上述长度优选为1.0~30.0mm、更优选为2.0~15.0mm、进一步优选为2.3~7.8mm。玻璃纤维强化树脂成型品中所含有的玻璃纤维的数均纤维长度l(μm)可以根据热塑性树脂粒料中含有的短切原丝的长度、从粒料制作到注射成型的混炼条件、注射成型条件进行调整。例如,玻璃纤维强化树脂成型品中所含有的玻璃纤维的数均纤维长度l(μm)在10~1000rpm的范围内,能够通过降低双轴混炼时的螺杆转速来对其进行延长,并能够通过提高双螺杆混炼时的螺杆转速来对缩短该长度l。需要说明的是,作为玻璃纤维的形态,除了短切原丝以外,还可以举出例如:构成玻璃纤维的10~30000根玻璃长丝的不进行切断的粗纱;通过利用球磨机或亨舍尔混合机等公知的方法将
构成玻璃纤维的1~20000根玻璃长丝粉碎成长度0.001~0.900mm的切割纤维。
[0104]
作为本实施方式的玻璃纤维强化树脂成型品的用途,可列举出微细电子部件或薄壁电子部件(连接器)。但不一定限定于微细部件或薄壁部件,也可以用于电子设备壳体、其他电子部件(插座、led、密封成型品)、车辆外装部件(保险杠、挡泥板、发动机罩、安全气囊、轮罩等)、车辆内饰部件(车门内饰、顶棚材料等)、车辆发动机周围部件(油盘、发动机罩、进气歧管、排气歧管等)、车辆机构部件(带轮、密封环、齿轮、轴承)、消音器关联部件(消音部件等)以及高压罐等。
[0105]
接着,示出本发明的实施例和比较例。
[0106]
[实施例1~2、比较例1~5]
[0107]
首先,调整螺杆转速,用双轴混炼机(东芝机械(株)制、商品名:tem-26ss)对e玻璃组成的玻璃纤维短切原丝和聚酰胺树脂pa6(宇部兴产(株)制/商品名:ube尼龙1015b)进行混炼,调制成树脂颗粒。其中,上述e玻璃组成通过下述方式调整而成:以使玻璃纤维强化树脂成型品中的玻璃纤维的短径、长径、玻璃纤维的截面形状、玻璃纤维的数均纤维长度及玻璃纤维含有率成为表1所示的实施例1~2及比较例1~5的数值的方式,调整玻璃纤维的短径、长径、玻璃纤维的截面形状、切断长度(通常为1~5mm左右)及配合量(根据玻璃纤维的组成、短径、长径、截面形状、集束根数及玻璃纤维的切断长度、根数,决定玻璃纤维强化树脂成型品中的玻璃纤维的重量)。接着,使用得到的树脂颗粒,通过注射成型机(日清树脂工业(株)制、商品名:nex80)进行注射成型,制成依据jis k 7165:2008的a型哑铃形试验片(厚度4mm),制成拉伸强度、弯曲强度和无缺口夏比冲击强度测定用试验片。另外,通过上述注射成型机实施的注射成型来制作尺寸为纵60mm
×
宽40mm
×
厚1mm的平板作为翘曲测定用试验片。另外,通过上述注射成型机实施的注射成型来制作尺寸为纵60mm
×
横40mm
×
厚2mm的平板作为表面粗糙度测定用试验片。
[0108]
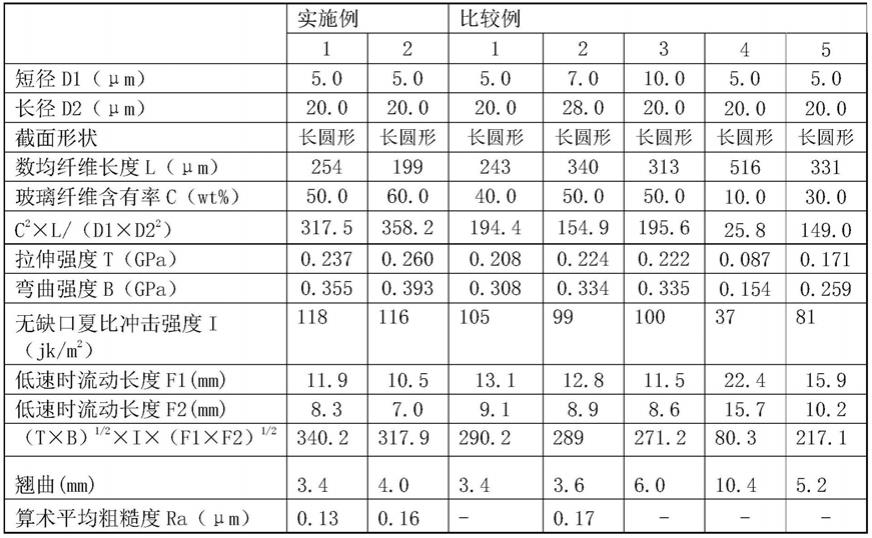
针对得到的试验片,通过前述的方法,分别测定成型品中所含有的玻璃纤维的数均纤维长度、成型品的拉伸强度、弯曲强度、无缺口夏比冲击强度、注射成型中的低速时流动长度及高速时流动长度。另外,通过下述方法分别测定翘曲及表面粗糙度。结果示于表1。
[0109]
[翘曲]
[0110]
对于上述翘曲测定用试验片,用游标卡尺测定试验片的一角与平坦面接地时的对角线上的一角与平坦面的距离,作为翘曲量。
[0111]
[表面粗糙度]
[0112]
对于所述表面粗糙度测定用试验片,使用表面粗糙度计((株)三丰公司(mitutoyo corporation))制小型表面粗糙度测定器surftest sj-301),按照jis b 0601:1982,测定算术平均粗糙度ra。
[0113]
(表1)
[0114][0115]
如表1所示,实施例1和2所示的玻璃纤维强化树脂成型品中所含的玻璃纤维具备短径d1在3.0~10.5μm范围内、长径d2在11.0~29.0μm范围内的扁平截面形状,所述玻璃纤维强化树脂成型品中所含的玻璃纤维的数均纤维长度l(μm)在150~475μm范围内,所述玻璃纤维强化树脂成型品中的玻璃纤维含有率c(wt%)在40.0~75.0wt%范围内,所述d1、d2、l及c满足下述式(1)。而且,上述实施例1和实施例2所示的玻璃纤维强化树脂成型品的静态强度和动态的强度、以及流动性的优异性平衡良好。
[0116]
260.0≤c2×
l/(d1
×
d22)≤400.0
…
(1)
[0117]
另一方面,在比较例1~5的玻璃纤维强化树脂成型品中,上述式(1)不满足,因此称不上静态强度和动态的强度、以及流动性的优异性平衡良好。
完整全部详细技术资料下载
当前第1页 1 2 3
相关技术
- TSPO结合剂的制作方法
- 一种引物探针组及其应用和一种...
- 手性胺的合成方法与流程
- 油壶沉淀有害物排放及取用油装...
- 可发泡聚烯烃组合物及其方法与...
- 一种人工电子传递系统及其在促...
- 细胞表型控制装置的制作方法
- 一种全细胞催化合成依折麦布手...
- 用于结构粘合剂的组合物的制作...
- 一种毛竹笋富硒专用的机械搅拌...
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1