一种大尺寸超薄玻璃的钢化方法与流程
1.本发明涉及半导体工艺技术领域,更具体地说,涉及一种大尺寸超薄玻璃的钢化方法。
背景技术:
2.超薄玻璃(ultra thin glass,简称为utg)主要指厚度为30um以下的玻璃白片,主要用于折叠屏、显示等光电行业。
3.随着三星fold系列的发布及推广,折叠屏手机也逐渐成为市场的爆款产品,其采用的utg原材不仅有利于降低机身的厚度(厚度一般为30um),使机身减重达到轻盈的目的,同时utg由于其自身优异的弯折性能,可以满足折叠屏手机的弯折性能。
4.随着utg产品的广泛应用,目前utg产品逐渐向大尺寸发展,逐渐应用于笔记本电脑及柔性显示屏等。由于柔性显示对产品的韧性要求较高,一般都需要对超薄玻璃基板进行化学强化处理,用于提升其弯折韧性及强度。
5.在传统的钢化工艺中,8寸以下的小尺寸超薄玻璃基板的化学强化,一般工艺流程为薄化、切割、化学强化工艺,然而对于尺寸在500*400mm以上、厚度在50um以下的大尺寸超薄产品,由产品过薄且尺寸过大,产品容易弯曲变形,那么在产品钢化过程中极容易出现破片、折痕及表面凹坑等不良风险。
6.目前针对厚度在50um以下,尺寸在500*400mm以上的大尺寸钢化产品并未有较好的化学钢化技术。
技术实现要素:
7.有鉴于此,为解决上述问题,本发明提供一种大尺寸超薄玻璃的钢化方法,技术方案如下:
8.一种大尺寸超薄玻璃的钢化方法,所述钢化方法包括:
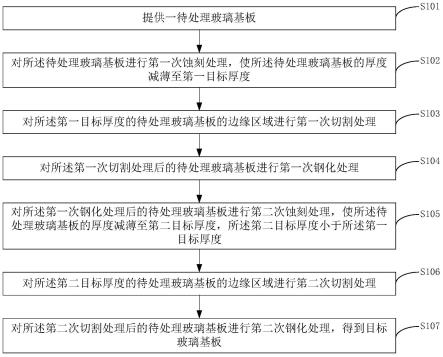
9.提供一待处理玻璃基板;
10.对所述待处理玻璃基板进行第一次蚀刻处理,使所述待处理玻璃基板的厚度减薄至第一目标厚度;
11.对所述第一目标厚度的待处理玻璃基板的边缘区域进行第一次切割处理;
12.对所述第一次切割处理后的待处理玻璃基板进行第一次钢化处理;
13.对所述第一次钢化处理后的待处理玻璃基板进行第二次蚀刻处理,使所述待处理玻璃基板的厚度减薄至第二目标厚度,所述第二目标厚度小于所述第一目标厚度;
14.对所述第二目标厚度的待处理玻璃基板的边缘区域进行第二次切割处理;
15.对所述第二次切割处理后的待处理玻璃基板进行第二次钢化处理,得到目标玻璃基板。
16.优选的,在上述钢化方法中,在进行所述第一次切割处理之前,所述钢化方法还包括:
17.对所述第一目标厚度的待处理玻璃基板进行第一次清洗处理。
18.优选的,在上述钢化方法中,在进行所述第一次钢化处理之前,所述钢化方法还包括:
19.对所述第一次切割处理后的待处理玻璃基板进行第二次清洗处理。
20.优选的,在上述钢化方法中,在进行所述第二次蚀刻处理之前,所述钢化方法还包括:
21.对所述第一次钢化处理后的待处理玻璃基板进行第三次清洗处理。
22.优选的,在上述钢化方法中,在进行所述第二次切割处理之前,所述钢化方法还包括:
23.对所述第二目标厚度的待处理玻璃基板进行第四次清洗处理。
24.优选的,在上述钢化方法中,在进行所述第二次钢化处理之前,所述钢化方法还包括:
25.对所述第二次切割处理后的待处理玻璃基板进行第五次清洗处理。
26.优选的,在上述钢化方法中,所述对所述第二次切割处理后的待处理玻璃基板进行第二次钢化处理,得到目标玻璃基板,包括:
27.对所述第二次切割处理后的待处理玻璃基板进行第二次钢化处理,且对所述第二次钢化处理之后的待处理玻璃基板进行第六次清洗处理,得到目标玻璃基板。
28.优选的,在上述钢化方法中,所述第一目标厚度为0.1mm-0.12mm;
29.所述第二目标厚度小于或等于50um。
30.优选的,在上述钢化方法中,所述第一次切割处理的切割宽度为8mm-12mm;
31.所述第二次切割处理的切割宽度为8mm-12mm。
32.优选的,在上述钢化方法中,所述第一次钢化处理的钢化应力深度为10um-20um;
33.所述第二次钢化处理的钢化应力深度为5um-7um。
34.相较于现有技术,本发明实现的有益效果为:
35.本发明提供的一种大尺寸超薄玻璃的钢化方法包括:提供一待处理玻璃基板;对所述待处理玻璃基板进行第一次蚀刻处理,使所述待处理玻璃基板的厚度减薄至第一目标厚度;对所述第一目标厚度的待处理玻璃基板的边缘区域进行第一次切割处理;对所述第一次切割处理后的待处理玻璃基板进行第一次钢化处理;对所述第一次钢化处理后的待处理玻璃基板进行第二次蚀刻处理,使所述待处理玻璃基板的厚度减薄至第二目标厚度,所述第二目标厚度小于所述第一目标厚度;对所述第二目标厚度的待处理玻璃基板的边缘区域进行第二次切割处理;对所述第二次切割处理后的待处理玻璃基板进行第二次钢化处理,得到目标玻璃基板。也就是说,本发明提供的钢化方法通过第一次蚀刻、第一次切割、第一次钢化、第二次蚀刻、第二次切割和第二次钢化的工艺流程可实现尺寸为400*500以上且厚度低于50um的超薄玻璃基板的化学强化,为大尺寸超薄玻璃基板的显示应用提供了更大的可行性。
附图说明
36.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本
发明的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
37.图1为本发明实施例提供的一种大尺寸超薄玻璃的钢化方法的流程示意图;
38.图2为本发明实施例提供的一种大尺寸超薄玻璃的钢化方法的部分流程示意图;
39.图3为本发明实施例提供的一种大尺寸超薄玻璃的钢化方法的部分流程示意图;
40.图4为本发明实施例提供的一种大尺寸超薄玻璃的钢化方法的部分流程示意图;
41.图5为本发明实施例提供的一种大尺寸超薄玻璃的钢化方法的部分流程示意图;
42.图6为本发明实施例提供的一种大尺寸超薄玻璃的钢化方法的部分流程示意图;
43.图7为本发明实施例提供的一种大尺寸超薄玻璃的钢化方法的部分流程示意图。
具体实施方式
44.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
45.基于背景技术记载的内容而言,采用传统工艺直接对500*400以上尺寸的且厚度在50um以下的超薄玻璃进行钢化时,其破片率几乎为100%,并且由于超薄玻璃的尺寸较大,在进行钢化时还会产生折痕等不良风险。
46.基于此,本发明提供了一种大尺寸超薄玻璃的的钢化方法,通过第一次蚀刻、第一次切割、第一次钢化、第二次蚀刻、第二次切割和第二次钢化的工艺流程可实现尺寸为400*500以上且厚度低于50um的超薄玻璃基板的化学强化,为大尺寸超薄玻璃基板的显示应用提供了更大的可行性。
47.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
48.参考图1,图1为本发明实施例提供的一种大尺寸超薄玻璃的钢化方法的流程示意图。
49.所述钢化方法包括:
50.s101:提供一待处理玻璃基板。
51.在该步骤中,该待处理玻璃基板的厚度可以为0.3mm以上,尺寸为400*500以上的玻璃原材,可选的该待处理玻璃基板的尺寸可以为440*540mm左右。
52.s102:对所述待处理玻璃基板进行第一次蚀刻处理,使所述待处理玻璃基板的厚度减薄至第一目标厚度。
53.在该步骤中,例如将厚度为0.3mm以上,尺寸为440*540mm的玻璃原材进行化学蚀刻,将其薄化至0.1mm-0.12mm。
54.s103:对所述第一目标厚度的待处理玻璃基板的边缘区域进行第一次切割处理。
55.在该步骤中,由于第一次蚀刻处理后的待处理玻璃基板的边缘会产生锯齿、边缘裂纹等不良现象,若不处理掉在后续的钢化过程中很容易出现破片的风险,因此将第一次蚀刻处理后的待处理玻璃基板的边缘废材区给切割掉,切割宽度为距离边缘10mm左右,例如可以为8mm-12mm左右,也可以基于实际的边缘废材区的宽度进行切割,例如切割完的待
处理玻璃基板的尺寸变为420*520mm。
56.s104:对所述第一次切割处理后的待处理玻璃基板进行第一次钢化处理。
57.在该步骤中,对第一次切割处理后的待处理玻璃基板进行插篮钢化,钢化过程中需安装上齿,以预防待处理玻璃基板出现跳齿和晃动等风险,进而提高产品良率。
58.需要说明的是,对待处理玻璃基板每个面的钢化应力深度可以为10m-20um左右。
59.s105:对所述第一次钢化处理后的待处理玻璃基板进行第二次蚀刻处理,使所述待处理玻璃基板的厚度减薄至第二目标厚度,所述第二目标厚度小于所述第一目标厚度。
60.在该步骤中,将第一次钢化处理后的待处理玻璃基板插篮于蚀刻篮具中,在完成上齿安装后将待处理玻璃基板薄化至第二目标厚度,该第二目标厚度小于或等于50um。
61.由于此时的待处理玻璃基板已经经过一次钢化处理了,其韧性及强度均有较大的提高,因此可直接将其插篮于蚀刻篮具中进行第二次蚀刻处理,且在薄化至50um及以下的情况下仍可以保持较好的韧性和强度。
62.s106:对所述第二目标厚度的待处理玻璃基板的边缘区域进行第二次切割处理。
63.在该步骤中,由于第二次蚀刻处理后的待处理玻璃基板的边缘同样还会产生锯齿、边缘裂纹等不良现象,若不处理掉在后续的钢化过程中还会很容易的出现破片的风险,因此将第二次蚀刻处理后的待处理玻璃基板的边缘废材区给切割掉,切割宽度为距离边缘10mm左右,例如可以为8mm-12mm左右,也可以基于实际的边缘废材区的宽度进行切割,例如切割完的待处理玻璃基板的尺寸变为400*500mm。
64.进一步的,由于第二次蚀刻处理的过程中已经将待处理玻璃基板的应力层深度大部分除去,因此可直接进行第二次切割处理,进而可提高第二次切割处理后的产品良率。
65.s107:对所述第二次切割处理后的待处理玻璃基板进行第二次钢化处理,得到目标玻璃基板。
66.在该步骤中,将第二次切割处理后的待处理玻璃基板进行插篮钢化,钢化过程中需安装上齿,以预防待处理玻璃基板出现跳齿和晃动等风险,进而提高产品良率。
67.由于待处理玻璃基板已经经过了第一次钢化处理,其韧性及强度均有较大的提高,因此可采用直接插篮的方式进行第二次钢化处理,进而可简化第二次钢化处理的钢化难度。
68.需要说明的是,对待处理玻璃基板每个面的钢化应力深度可以为5um-7um左右。
69.可选的,在本发明另一实施例中,参考图2,图2为本发明实施例提供的一种大尺寸超薄玻璃的钢化方法的部分流程示意图。
70.在进行所述第一次切割处理之前,所述钢化方法还包括:
71.s108:对所述第一目标厚度的待处理玻璃基板进行第一次清洗处理。
72.具体的,对第一次蚀刻处理后的待处理玻璃基板进行第一次清洗处理,以保证待处理玻璃基板表面的洁净度,避免对后续的工艺流程造成影响。
73.可选的,在本发明另一实施例中,参考图3,图3为本发明实施例提供的一种大尺寸超薄玻璃的钢化方法的部分流程示意图。
74.在进行所述第一次钢化处理之前,所述钢化方法还包括:
75.s109:对所述第一次切割处理后的待处理玻璃基板进行第二次清洗处理。
76.具体的,对第一次切割处理后的待处理玻璃基板进行第二次清洗处理,去除待处
理玻璃基板表面的残酸及脏污,以保证待处理玻璃基板表面的洁净度,避免对后续的工艺流程造成影响。
77.可选的,在本发明另一实施例中,参考图4,图4为本发明实施例提供的一种大尺寸超薄玻璃的钢化方法的部分流程示意图。
78.在进行所述第二次蚀刻处理之前,所述钢化方法还包括:
79.s110:对所述第一次钢化处理后的待处理玻璃基板进行第三次清洗处理。
80.具体的,对第一次钢化处理后的待处理玻璃基板进行第三次清洗处理,去除待处理玻璃基板表面的残盐,一般为kno3,以保证待处理玻璃基板表面的洁净度,避免对后续的工艺流程造成影响。
81.可选的,在本发明另一实施例中,参考图5,图5为本发明实施例提供的一种大尺寸超薄玻璃的钢化方法的部分流程示意图。
82.在进行所述第二次切割处理之前,所述钢化方法还包括:
83.s111:对所述第二目标厚度的待处理玻璃基板进行第四次清洗处理。
84.具体的,在进行所述第二次切割处理之前,对第二次蚀刻处理后的待处理玻璃基板进行第四次清洗处理,去除待处理玻璃基板表面的残酸及脏污,以保证待处理玻璃基板表面的洁净度,避免对后续的工艺流程造成影响。
85.可选的,在本发明另一实施例中,参考图6,图6为本发明实施例提供的一种大尺寸超薄玻璃的钢化方法的部分流程示意图。
86.在进行所述第二次钢化处理之前,所述钢化方法还包括:
87.s112:对所述第二次切割处理后的待处理玻璃基板进行第五次清洗处理。
88.具体的,对第二次切割处理后的待处理玻璃基板进行第五次清洗处理,去除待处理玻璃基板表面的残酸及脏污,以保证待处理玻璃基板表面的洁净度,避免对后续的工艺流程造成影响。
89.同理,参考图7,图7为本发明实施例提供的一种大尺寸超薄玻璃的钢化方法的部分流程示意图,步骤s107具体为:对所述第二次切割处理后的待处理玻璃基板进行第二次钢化处理,并对所述第二次钢化处理之后的待处理玻璃基板进行第六次清洗处理,即可得到目标玻璃基板。
90.也就是说,在每一步工艺节点结束之后,均对待处理玻璃基板进行清洗处理,保证待处理玻璃基板表面的洁净度,以避免对后续的工艺流程造成影响,进而可提高最终的产品良率。
91.以上对本发明所提供的一种大尺寸超薄玻璃的钢化方法进行了详细介绍,本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本发明的限制。
92.需要说明的是,本说明书中的各个实施例均采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似的部分互相参见即可。对于实施例公开的装置而言,由于其与实施例公开的方法相对应,所以描述的比较简单,相关之处参见方法部分说明即可。
93.还需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备所固有的要素,或者是还包括为这些过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
94.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
完整全部详细技术资料下载
当前第1页 1 2
相关技术
- 一种可化学强化的微晶玻璃及其...
- 光学玻璃的制作方法
- 一种功率型锂离子电池正极材料...
- 一种锂离子电池的正极材料前驱...
- 一种氧化镓晶体及其制备方法和...
- 一种氢气制备系统的制作方法
- 一种氢气制备系统的制作方法
- 一种可定时可升降自动化养护装...
- 一种混凝土用复合掺合料及生产...
- 一种无铅稳定的双钙钛矿纳米晶...
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1