曲面玻璃成型设备的制作方法
1.本发明与玻璃成型设备有关,特别是指一种非接触的玻璃成型设备。
背景技术:
2.目前曲面玻璃成型设备包括加热器、模具及成型滚筒。目前,曲面玻璃的成型方式是先将被加工玻璃放在模具上,此时,被加工玻璃是平面的。接着,对模具及被加工玻璃进行加热,以使被加工玻璃软化而可型塑外形。然后,通过成型滚筒直接接触及施压于被加工玻璃的表面,以使被加工玻璃顺应模具的表面起伏变化形成对应的曲面。
3.目前这种型塑方式需要靠成型滚筒直接接触并滚动按压被加工玻璃的表面,以使被加工玻璃暂时地贴合模具表面,但因为需要直接接触,因此,塑型过程中容易在被加工玻璃的表面上产生压痕、脏污或其他污染,而影响曲面玻璃的品质。
4.另一种方式是将被加工玻璃在模具上,接着通过加热方式使被加工玻璃软化而自然顺应模具的形状,这种方式虽然不需要接触,但不易控制被加工玻璃地弯曲程度,因此,这种成型方式的良率较差,且不利于量产。
技术实现要素:
5.有鉴于上述缺失,本发明的曲面玻璃成型设备通过热气流来让被加工玻璃能贴合模具的起伏表面,以避免被加工玻璃表面留下脏污、压痕或其他污染。
6.本发明的曲面玻璃成型设备包括模具及成型装置。模具包括前侧边、后侧边、左侧边、右侧边、起伏表面及两导引路径。起伏表面自前侧边向后侧边延伸,且供承载已被预热的玻璃片。两导引路径分别位在左侧边及右侧边。成型装置可沿着两导引路径移动,且有供气平面正对起伏表面,并与已被预热的玻璃片保持间隔。成型装置的供气平面可对已被预热的玻璃片提供正压热气流,以使已被预热的玻璃片暂时地贴合在起伏表面上。
7.其中,成型装置可沿着两导引路径移动包括成型装置相对模具运动或模具相对成型装置运动。
8.如此,本发明的曲面玻璃成型设备可通过热气流让已被预热的玻璃片暂时地贴合在起伏表面上,来避免接触所产生各种问题。
9.有关本发明所提供的曲面玻璃成型设备的组成、特点或运作方式,将于后续的实施方式详细说明中予以描述。然而,在本发明领域中具有通常知识者应能了解,该等详细说明以及实施本发明所列举的特定实施例,仅用于说明本发明,并非用以限制本发明的权利要求范围。
10.以下结合附图和具体实施例对本发明进行详细描述,但不作为对本发明的限定。
附图说明
11.图1是本发明的曲面玻璃成型设备的一实施例的示意图。
12.图2是图1中热风供应器、左侧导引轮组及右侧导引轮组的局部剖视图。
13.图3及图4分别是图1中热风供应器、左侧导引轮组及右侧导引轮组的底视示意图。
14.图5是本发明的曲面玻璃成型设备的另一实施例的示意图。
15.图6-8是图1中曲面玻璃成型设备运作的示意图。
16.其中,附图标记:
17.100曲面玻璃成型设备
ꢀꢀꢀꢀꢀ
110模具
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
111本体
18.1111前侧边
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1113后侧边
ꢀꢀꢀꢀꢀꢀ
1115左侧边
19.1117右侧边
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1119起伏表面
ꢀꢀꢀꢀ
113导引板
20.1131顶面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1133导引路径
ꢀꢀꢀꢀ
130成型装置
21.131热风供应装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1311热风管
ꢀꢀꢀꢀꢀꢀ
13111供气平面
22.13113气孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1313加热器
ꢀꢀꢀꢀꢀꢀ
1315热风枪
23.133左侧导引轮组
ꢀꢀꢀꢀꢀꢀ
135右侧导引轮组 1331、1351轮面
24.137保持器
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1371旋转缸
ꢀꢀꢀꢀꢀꢀ
1373悬臂
25.110a模具
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
111a本体
ꢀꢀꢀꢀꢀꢀꢀꢀ
1133a导引路径
26.1311a热风管
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
133a左侧导引轮组
ꢀꢀ
135a右侧导引轮组
27.137a保持器
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1371a伸缩缸
ꢀꢀꢀꢀꢀꢀ
1373a固定架
28.300玻璃片
具体实施方式
29.下面结合附图对本发明的结构原理和工作原理作具体的描述:
30.以下,兹配合各附图列举对应的较佳实施例来对本发明的曲面玻璃成型设备的组成构件、运作及达成功效来作说明。然各附图中曲面玻璃成型设备的组成、型状及运作仅用来说明本发明的技术特征,而非对本发明构成限制。
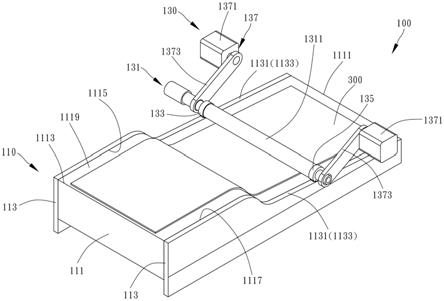
31.如图1所示,图1是本发明的曲面玻璃成型设备的一实施例的示意图。曲面玻璃成型设备100包括模具110及成型装置130。模具110包括本体111及两导引板113。本体111包括前侧边1111、后侧边1113、左侧边1115、右侧边1117及起伏表面1119。起伏表面1119自前侧边1111向后侧边1113延伸而形成高低不一致的表面,高低不一致的表面表示本发明不限于平面、任何倾斜度的斜面、凹陷或突起表面。起伏表面1119用以承载玻璃片300。
32.两导引板113连接本体111,且分别位在左侧边1115及右侧边1117,两导引板113的顶面1131分别定义有导引路径1133,导引路径1133是自前侧边1111向后侧边1113延伸,本实施例中,顶面1131与起伏表面1119齐平,其他实施例中,顶面1131可以较起伏表面1119高或低。
33.成型装置130是沿着导引路径1133移动,换言之,成型装置130可在前侧边1111及后侧边1113之间往复移动。
34.成型装置130包括热风供应器131、左侧导引轮组133、右侧导引轮组135及保持器137。
35.如图2所示,热风供应器131包括热风管1311、加热器1313及热风枪1315。热风管1311包括供气平面13111及多个气孔13113,供气平面13111是热风管1311的局部外表面,多个气孔13113是贯穿热风管1311,且位在供气平面13111。加热器1313设在热风管1311内。热风枪1315连接热风管1311,且可对热风管1311供应正压热气流,以使热风管1311内的热气
通过气孔13113向外喷出,气流的流向如图中热风管1311内箭头所示。
36.图3及图4分别是热风供应器131的底视示意图。多个气孔13113是间隔排列而形成一直线,如图3,多个气孔13113也可以是阵列排列,如图4,如此,气孔13113所形成的直线将有三条。间隔排列的气孔13113可使气流不会如传统滚筒作业在被加工玻璃的表面产生线接触的局部大应力。
37.请再参照图2所示,左侧导引轮组133及右侧导引轮组135分别连接热风管1311,且左侧导引轮组133及右侧导引轮组135的部分轮面1331、1351略凸伸出热风管1311的供气平面13111。左侧导引轮组133及右侧导引轮组135的轮面1331、1351是沿着导引路径1133移动,以使供气平面13111与起伏表面1119保持间隔。
38.请再参照图1所示,保持器137连接热风供应器131,以使左侧导引轮组133及右侧导引轮组135的轮面1331、1351保持接触两导引板113的顶面1131,如此,供气平面13111与起伏表面1119之间的间隔可以维持大致一致,且热气吹拂的气压也可较为一致。
39.本实施例中,保持器137包括两旋转缸1371及两悬臂1373。两悬臂1373分别连接两旋转缸1371及热风管1311,旋转缸1371用以带动悬臂1373,以使左侧导引轮组133及右侧导引轮组135的轮面1331、1351可以保持接触两导引板113的顶面1131。
40.另一实施例中,如图5所示,保持器137a包括伸缩缸1371a及固定架1373a。伸缩缸1371a连接固定架1373a。固定架1373a连接热风管1311a,伸缩缸1371a用以带动固定架1373a,以使左侧导引轮组133a及右侧导引轮组135a的轮面可以保持接触两导引路径1133a(如图中虚线)。
41.于此实施例中,模具110a仅有本体111a,而省略导引板,换言之,导引路径1133a是可以被规划在本体111a上。
42.虽然,上述以两种保持器137、137a来做说明,但其他实施例中,保持器也可以使用其他方法或装置来使左侧导引轮组133及右侧导引轮组135的轮面1331、1351保持接触两导引板113的顶面1131。
43.本发明的曲面玻璃成型设备的组成及结构如上所述,随后说明其运作及功效。
44.如图6-8所示,曲面玻璃成型方式是先将被加工玻璃预热至可塑型的状态,随后称这种状态的玻璃是已被预热的玻璃片300,已被预热的玻璃片300放置于模具上,也就是放在起伏表面1119上。其中,被加工玻璃可以放于模具上进行预热,或者,先预热再放置于模具上。此外,塑型前,放在起伏表面1119上的已被预热的玻璃片300是没有贴合起伏表面1119,特别在弯曲的表面更是明显。
45.此外,图6-8中虽仅示出左侧导引轮组133,但通过前述说明可知,右侧导引轮组135的结构、功能及运作是与左侧导引轮组133相同,因此,省略右侧导引轮组135的运作图示说明。
46.通过保持器137让左侧导引轮组133的轮面1331沿着导引路径1133移动,在移动过程中,热风供应器131的加热器1313持续加热,以使热风管1311内维持在工作温度,并通过热风枪将热风管1311内的热气从气孔13113吹向已被预热的玻璃片300,而使已被预热的玻璃片300暂时地贴合在起伏表面1119上,因此,随着,成型装置130从模具本体的前侧边移动到后侧边已被预热的玻璃片300即可顺应起伏表面1119来完成塑型,如图8所示。
47.此外,成型装置移动的过程中热气从气孔13113吹出方向与已被预热的玻璃片300
是保持在垂直状态,这种吹气方式能确保已被预热的玻璃片300是确实顺应起伏表面1119的变化。又,因为整个塑型过程都不需要接触已被预热的玻璃片300,因此,已被预热的玻璃片300或最后成型的玻璃表面较不会残留压痕、刮伤或其他残留污染等。
48.综合上述,本发明的曲面玻璃成型设备是一种非接触的方式,且采用热气流来型塑被加工玻璃,而不需要接触被加工玻璃,以免污染或损坏被加工玻璃。又,塑型过程中,供气平面与起伏表面是维持在大致固定的间隔,而使热气流的推力维持大致相同。再者,通过热气流可维持被加工玻璃在可塑型的状态中,因此,塑型完成后可通过其他降温方式以让玻璃有效率地定型。
49.当然,本发明还可有其它多种实施例,在不背离本发明精神及其实质的情况下,熟悉本领域的技术人员当可根据本发明作出各种相应的改变和变形,但这些相应的改变和变形都应属于本发明所附的权利要求的保护范围。
完整全部详细技术资料下载
当前第1页 1 2 3
相关技术
- 一种柱状载硫活性炭的制备方法...
- 硫化锂的制备方法与流程
- 高纯硫化锂的制备方法与流程
- 单晶炉及利用该单晶炉制备晶棒...
- 一种分子筛形貌的调控方法与流...
- 用于高温应用的具有含碳汇材料...
- 一种使用废弃混凝土制备再生混...
- 片状晶粒薄水铝石及其制备方法...
- 一种块状晶粒薄水铝石及其制备...
- 一种规整条形晶粒薄水铝石及其...
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1