一种汽车转向器壳体QT600-10硅固溶强化铁素体球墨铸铁及其制备方法与流程
:本发明涉及一种汽车转向器壳体qt600-10硅固溶强化铁素体球墨铸铁及其制备方法,是将qt600-10代替qt600-3应用在300马无人拖拉机重型桥壳的球墨铸铁,属于无人拖拉机重型桥壳球墨铸铁。
背景技术
0、
背景技术:
1、目前桥壳受力零部件普遍采用qt500-7、qt600-3等球墨铸铁材料,材料缩松趋向大,零部件致密性差,而且零部件不同位置的硬度差别大,尤其是材料韧性差,给后续机械加工的工艺设计、成品尺寸精度等诸多方面带来很多问题。
技术实现思路
0、
技术实现要素:
1、本发明所要解决的技术问题是:克服现有生产工艺的不足,提供一种汽车转向器壳体qt600-10硅固溶强化铁素体球墨铸铁及其制备方法,通过si对铁素体基体的强化作用,改变了传统生产qt600-3材质必须靠控制珠光体含量及其分布来满足材质的性能要求的历史,硅固溶强化球墨铸铁qt600-10在保证抗拉强度的前提下,大大提高了球墨铸铁的屈服强度和延伸率等机械性能,而且降低了制造成本。
2、本发明为解决技术问题所采取的技术方案是:
3、一种汽车转向器壳体qt600-10硅固溶强化铁素体球墨铸铁,该球墨铸铁的化学组成成分按重量百分比为:碳c 3.1~3.2%,硅si 4.2~4.25%,锰mn≤0.3%,磷p≤0.03%,硫s 0.008~0.015%,钛ti≤0.025,锡sn≤0.01%,镁mg 0.04~0.05%,锑sb 0.013~0.015%,钡ba 0.005~0.01%,余量为铁fe。
4、所述汽车转向器壳体qt600-10硅固溶强化铁素体球墨铸铁的生产方法,其具体工艺流程如下:
5、a、造型作业:采用高压多触头粘土砂,芯子使用冷芯65l机打出;用醇基涂料对芯子所有与铁液接触的部位进行涂刷;型芯要求排气良好,合箱前需对型腔清理干净,合箱间隙不得超过1mm;
6、b、中频电炉熔化作业:采用5吨中频电炉连续熔化,要求过程平稳,出炉温度1530~1500℃,铁液成分要求为:碳c 3.0~3.3%,硅si 2.9~3.5%,锰mn≤0.3%,磷p≤0.03%,硫s 0.008~0.015%,锑sb 0.013~0.015%,钡ba0.005~0.01%;
7、c、光谱成分分析:5吨中频电炉升温稳定后,将取样勺在铁水中搅动,充分预热后,插入铁水150mm以下深处取样进行光谱分析;如果成分有偏差,则在电炉内进行调整至步骤“b”规定成分;成分合格后将铁液倒入球化包内准备球化孕育处理;
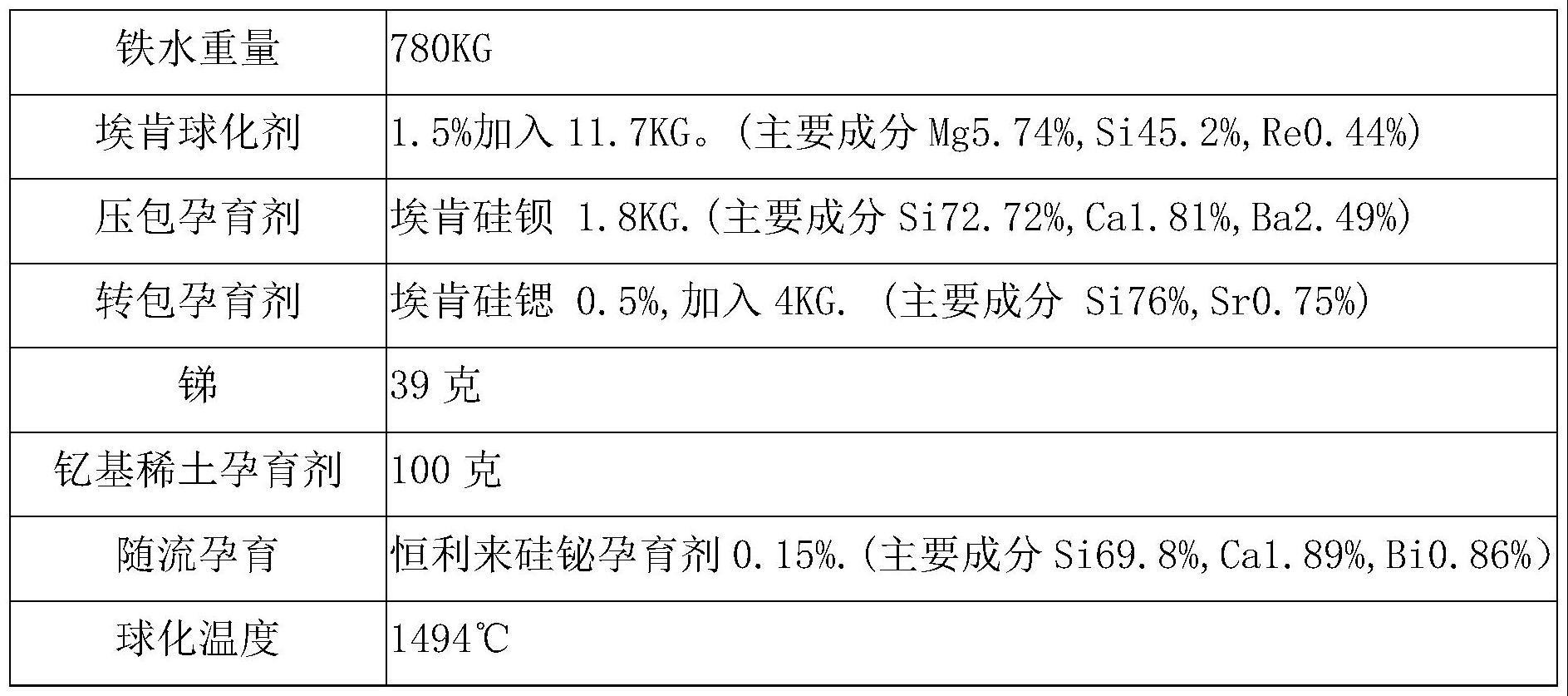
8、d、球化、孕育处理:采用喂丝球化工艺进行处理,当球化包进入球化站,在控制器里选取材质qt600-10以及1420生产线,设置球化剂、孕育剂的加入量,镧系球化剂的加入量为铁水的1.1~1.2%,镧系球化剂的加入是为了获得具有高球数、高球化率、增加石墨球圆整度及最低碳化物、消除显微缩松的球墨铸铁;硅钡孕育剂的加入量为铁水重量的0.45~0.6%,硅钡孕育剂的加入是为了增加石墨化的核心,细化石墨,促进球墨铸铁石墨的圆整度,提高球化级别,使球化率得以提升;
9、e、球化孕育后扒渣:先将浮渣扒掉,然后向球化包中铁水表面撒适量集渣剂,待熔融后进行扒渣,扒渣需进行两次,然后通过光谱分析试样;
10、f、球化包内取样合格后,倒入浇注包内进行倒包孕育,倒包孕育剂为硅锶孕育剂,倒包孕育剂的加入量为铁水重量的0.3~0.4%,倒包孕育剂的作用是为了增加石墨化的核心,细化石墨,促进球墨铸铁石墨的圆整度,提高球化级别,使球化率得以提升;
11、g、浇注过程:每个球化包浇注时间小于10分钟,单箱浇注时间为18~23s,浇注温度为1375~1350℃,浇注过程随流加入硫氧孕育剂,硫氧孕育剂的加入量为铁水重量的0.1-0.2%,使用自动浇注机,硫氧孕育剂的作用是为了增加石墨化的核心,细化石墨,促进球墨铸铁石墨的圆整度,提高球化级别,使球化率得以提升;
12、h、打箱时间:根据铸铁重量,一般为浇注后4小时以上,铸铁出砂后取金相试块进行金相分析;
13、i、金相合格的铸铁转入清理车间进行清理,并进行检验,喷防锈漆,打包入库即可。
14、在步骤d中,镧系球化剂的加入量为铁水的1.1~1.2%,其中:当硫s≤0.015时,镧系球化剂的加入量为铁水的1.1%;当硫s 0.016~0.018时,镧系球化剂的加入量为铁水的1.15%;当硫s 0.019~0.02时镧系球化剂的加入量为铁水的1.2%,镧系球化剂还包括镁mg 5.74%,硅si 45.2%,稀土元素re 0.44%,镧系球化剂的加入是为了获得具有高球数、高球化率、增加石墨球圆整度及最低碳化物、消除显微缩松的球墨铸铁。
15、在步骤d中,硅钡孕育剂的加入量为铁水重量的0.45~0.6%,硅钡孕育剂包括:硅si 72~78%,钡ba 2.0~3.0%,钙ca 1.0~2.0%,al≤1.5%,硅钡孕育剂的加入是为了增加石墨化的核心,细化石墨,促进球墨铸铁石墨的圆整度,提高球化级别,使球化率得以提升。
16、本发明的积极有益效果如下:
17、1、本发明通过将qt600-10代替qt600-3应用在300马无人拖拉机重型桥壳上,通过硅si对铁素体基体的强化作用,改变了传统生产qt600-3材质必须靠控制珠光体含量及其分布来满足材质的性能要求的历史。最重要的是,通过硅si对铁素体基体的固溶强化作用,在保证高强度(抗拉强度≥600mpa)前提下,大大提高了铸件的韧性(屈服强度和延伸率)。
18、2、本发明制备生产的硅固溶强化球墨铸铁用在桥壳零部件,具有硬度均匀性的特点,具有很好的切削加工性能。
19、3、本发明的球墨铸铁里通过添加锑sb元素,强烈促进形成珠光体,有促进石墨细化的作用,尤其对厚大断面球铁件效果尤其明显,可以大幅度大幅度提升铸件的抗拉强度及机械加工性能。
20、4、本发明的生产方法,通过硅si对铁素体基体的强化作用,可有效降低生产成本、进行稳定持续的生产,生产过程中不需要再加入电解铜,即可大批量生产桥壳专用的球墨铸铁,有效降低铸造成本。
21、5、本发明的生产方法,通过采用较低的出炉球化温度,有利于节省能耗,提高连续稳定铸造生产的节拍。
22、6、由于采用本发明的成分组成及生产方法,且用较低的球化处理温度,使本发明所生产泛锐球墨铸铁,性能优良,基体组织致密,可应用于300马无人拖拉机重型桥壳生产上,机械性能优越。
23、7、本发明所生产出来的应用于300马无人拖拉机重型桥壳的球墨铸铁,力学性能优良,性能能够达到qt600-10的技术标准。
24、有关本发明的原理和试验数据如下:
25、ⅰ、硅含量:在本发明qt600-10代替qt600-3应用在300马无人拖拉机重型桥壳的球墨铸铁,通过硅固溶强化,可以提高碳当量。ce=[c+0.3(si+p)]%,按产品成分管制范围:碳c 3.1~3.2%,硅si 4.2~4.25%,磷p≤0.03%,ce值在4.36~4.48,碳、硅量的多少将直接影响球化效果。硅量越多,石墨球数目越多且石墨圆整度越高;但硅量太高,会使铸件出现石墨漂浮缺陷。碳当量对球铁的铸造性能有一定的影响,碳当量增加,球铁的流动性增加;碳当量直接影响球铁的铸态组织和力学性能,因而可以通过调整ce值来控制球铁的强度和硬度;碳当量与缩孔、缩松的大小、分布有密切关系,随着碳当量的提高,缩孔体积不断增加,碳当量在4.2%左右时,缩孔体积最大,碳当量继续增加,缩孔体积反而减小,但分散性缩松增加,在生产范围内,增加硅量有助于缩孔和表面缩陷的减少,但对缩松影响甚微。为了了解各种球墨铸铁抗拉强度与伸长率的关系,本发明进行了大量的拉伸性能测试。高硅球墨铸铁qt600-10取了10种试样,抗拉强度在600~650mpa,硅含量在4.2%~4.65%,但硅含量超过4.5%时延伸率急剧下降至6%~8%。所以硅含量在4.2~4.25是最合适的。
26、生产球墨铸铁件,球化率、石墨球数量和石墨球大小等是基本的质量要求。通过控制基体组织,可以在很大的范围内调整球墨铸铁的力学性能,以适应多种不同工况条件的要求。现有技术qt600-3等牌号的球墨铸铁件,都由控制基体组织中铁素体与珠光体所占的份额,以确保力学性能符合要求。一般说来,生产这类球墨铸铁件时,应力求通过控制铸铁的化学成分和生产过程中的各项工艺条件,使铸件的铸态组织符合要求,以避免费时耗能的热处理工序。在工艺控制不足以确保铸铁的强度的情况下,加入少量铜、镍之类的合金元素,也是常用的应对措施。但是,这样做既提高了生产成本,还要耗用珍贵的资源。本发明将硅含量提高到4.2~4.25%,基体组织全部是铁素体,不仅可以在保持抗拉强度在600mpa的条件下提高伸长率10%以上,更为重要的是,铸件的硬度均匀,切削性能显著改善。
27、ⅱ、球化剂(现有技术的冲入法和本发明的喂丝球化法相对比)
28、试验记录如下:
29、1、配料:总重5100kg
30、 材料 生铁 回炉料 废钢 硅铁 锑锭 比例 40% 42% 17% 0.014% 重量(kg) 2000 2100 850 62 0.7kg
31、2、原铁水成分:
32、 成分 c si mn s p sb 成分百分比 3.18 3.166 0.204 0.015 0.03o 0.0138
33、3、工艺处理:
34、第一包现有技术的冲入法
35、
36、
37、第二包本发明的喂丝法
38、
39、4、性能:
40、现有技术冲入法本体试棒
41、 1 2 3 4 抗拉强度≧600 625 612 621 615 屈服强度≧450 458 464 453 464 延伸率≧10 10 8 8.5 9
42、本发明喂丝法本体试棒
43、 1 2 3 4 抗拉强度≧600 615 612 611 615 屈服强度≧450 468 464 473 464 延伸率≧10 10 11.5 10.5 11
44、本体硬度
45、
46、本体金相组织
47、
48、以上试验可以得出来:本发明的喂丝球化法效果更好,本体试棒的机械性能更好,更优越
49、分析:本发明喂丝球化使用机器均匀进线,球化效果更好。本发明喂线法更精确,更能节省添加物的消耗,反应不剧烈从而减少排放。
50、ⅲ、本发明球化剂孕育剂的协同作用:
51、孕育剂:可增加石墨化的核心,细化石墨,促进球墨铸铁石墨的圆整度,提高球化级别,使球化率得以提升。
52、球化剂:作用于球墨铸铁,可以促进石墨结晶成球状化,有利于得到球状石墨,经过球化的球墨铸铁强度大幅高于灰铸铁,韧性优于可锻铸铁,有效地提高了球磨铸铁的机械性能,特别是提高了球墨铸铁的塑性和韧性,从而使铸铁得到比碳钢还高的强度。
53、协同作用:孕育剂可以为球化反应增加石墨化的核心,细化石墨,和球化剂协同作用,使石墨大小均匀,石墨球个数多,石墨球圆整度更好,即球化反应后得到更好的球化效果。
54、本发明制备生产的汽车转向器壳体qt600-10硅固溶强化铁素体球铁中,试样组织性能的检测方法如下:
55、1、金相组织观察:
56、(1)试验目的:观察本发明生产出来的球墨铸铁的金相组织,研究其成分、组织及性能之间的关系;
57、(2)试验仪器:金相显微镜;
58、(3)试样形状尺寸:便于进行采集金相照片即可,无严格尺寸要求;
59、(4)试验方法:锯切从y型试块下部及本体试块端部获得用于观察金相组织的试样。制备试样方法:砂轮打磨--砂纸打磨--抛光--酒精棉球清洗--观察试样石墨形貌--腐蚀剂浸蚀--水冲洗--酒精棉球清洗--观察试样基体组织。所用的腐蚀剂为3~5%的硝酸酒精,浸蚀时间为30s。
60、2、拉伸性能测试:
61、(1)试验目的:在碳当量基本一致的前提下,测定不同含si量试样的抗拉强度、屈服强度和伸长率,研究通过不同的si含量固溶后对铁素体球墨铸铁抗拉强度、屈服强度和伸长率的影响规律;
62、(2)试验仪器:cmt5305万能试验机(30t);
63、(3)试样尺寸:d=10±0.1;
64、(4)试验方法:首先,要预估算材料的最大拉力,选择合适的示力度盘和相应的摆锤,并选用合适的夹具;然后,用细砂纸打磨光亮试样表面,用试样划线器在试样的原始标距长度l0范围内细划等分10个分格线,对原始标距的标记准确至±1%,测定试样原始横截面面积s0=πd2/4;安装试样,进行加载,记录示力盘上的最大力fm值,当试样被拉断后立即停机,取下试样,测量断裂后的标距lu,抗拉强度rm=fm/so,
65、伸长率:a=(lu一l0)/l0×100%
66、3、布氏硬度测试:
67、(1)试验目的:测定不同含si量试样的硬度,研究通过不同的si含量固溶后对铁素体球墨铸铁硬度的影响规律;
68、(2)试验仪器:hb-3000b布氏硬度计;
69、(3)试样形状尺寸:15×25×30mm;
70、(4)试验方法:根据材料组织估算其硬度范围,并根据试件的厚度,p/d2=30,(当hb<140时,p/d2=10),选择合适的载荷p和压头直径d,必须保证试件的厚度大于压痕深度的10倍;用选定的载荷p将直径为d的硬质合金球压入试样表面,在压力作用下保持10s后卸除载荷;测量试样表面残留压痕的直径d,通过查表的方式得到试样硬度值,每组成分的试样测五次,最后求平均硬度。
71、4、加锑元素对铸件性能影响的实验数据:
72、
73、
74、
75、分析:本发明的汽车转向器壳体qt600-10硅固溶强化铁素体球墨铸铁,也即qt600-10代替qt600-3应用在300马无人拖拉机重型桥壳的球墨铸铁,由于本铸件(300马无人拖拉机重型桥壳)壁厚比较厚(40~68mm),厚大部位容易球化效果不好,机械性能强度大幅度降低。且厚大部位是主要受力部位,是300马拖拉机中重要的安全性能要求。通过实验数据对比,锑含量在0.013~0.015%范围内,内部金相组织球化效果最好,机械性能最佳,小于此范围,球化效果一般,石墨球大小不均匀,石墨球化率低,机械性能抗拉强度和屈服强度不稳定。大于此范围,促进效果不明显,且成本增加很大。
- 一种自动测温铁水包的制作方法
- 浸入式水口的制作方法
- 用于高强度模具钢高速加工的铣...
- 一种可在线制备机械性取样试块...
- 一种解决厚度≤8mm高Ti钢...
- 一种可溶镁合金及其制备方法
- 一种850MPa级环保型免酸...
- 一种铜带抗氧化方法与流程
- 一种连续生产复合银粉的方法和...
- 一种大型钢球无液加压控制系统...
- 还没有人留言评论。精彩留言会获得点赞!