铣削细长阶梯轴交叉台阶的靠模装置的制作方法
1.本实用新型属于铣床辅助装置,具体涉及一种铣削细长阶梯轴交叉台阶的靠模装置。
背景技术:
2.铣床主要指用铣刀对工件多种表面进行加工的机床,通常铣刀以旋转运动为主运动,工件和铣刀的移动为进给运动;铣床可以加工平面、沟槽,也可以加工各种曲面、齿轮、螺纹和花键轴外,还能加工比较复杂的型面,效率较刨床高,在机械制造和修理部门得到广泛应用。
3.某种规格的细长空心阶梯轴在中间三分之一表面圆周处有两处台阶,宽度及与圆周方向一处椭圆槽夹角设计要求严,在普通铣床上难以加工。
技术实现要素:
4.本实用新型的目的在于提供一种铣削细长阶梯轴交叉台阶的靠模装置,与普通铣床配合使用,能够保证零件加工部位的位置加工精度及尺寸精度。
5.技术方案如下:
6.铣削细长阶梯轴交叉台阶的靠模装置,包括:装置本体、定位板、压板、压紧螺栓、顶紧螺栓;装置本体的顶部设置有定位槽和导向槽,定位槽上部设置有压板安装槽;装置本体中部设置有定位内孔,定位槽和导向槽分别与定位内孔相连通;装置本体顶部的压板安装槽两侧设置有多个压板螺纹孔,压板螺纹孔位于导向槽两侧,压板安装在压板安装槽内,压板两侧分别设置有压板通孔,压紧螺栓穿过压板通孔连接在压板螺纹孔内;装置本体下部侧壁设置有多个固定螺纹孔,顶紧螺栓安装在固定螺纹孔内。
7.进一步,定位槽和导向槽相垂直。
8.进一步,压板的底部设置有凸台,凸台位于定位槽内。
9.进一步,压板中部的宽度小于两侧的宽度,整体呈工字形,压板中部与定位槽之间形成塞尺缝。
10.进一步,装置本体的前部端面设置有找正角度定位线,定位板在中部纵向设置有对刀线。
11.进一步,定位内孔的内壁面设置有多个弧面凸台,其中一个弧面凸台位于定位内孔的底部。
12.进一步,多个固定螺纹孔的轴线相交于定位内孔的圆心。
13.进一步,下部侧壁设置有两个固定螺纹孔,导向槽两侧分别设置有一对压板螺纹孔。
14.进一步,定位槽纵向布置,导向槽横向布置。
15.进一步,压板安装槽和定位槽相连通。
16.本实用新型与现有技术相比具有下列优点:
17.本实用新型安装在普通铣床工作台上,与普通铣床配合使用,能够保证零件加工部位的位置加工精度及尺寸精度,而且能够提高普通铣床加工效率,加工过程方便,具有良好的推广应用前景。
附图说明
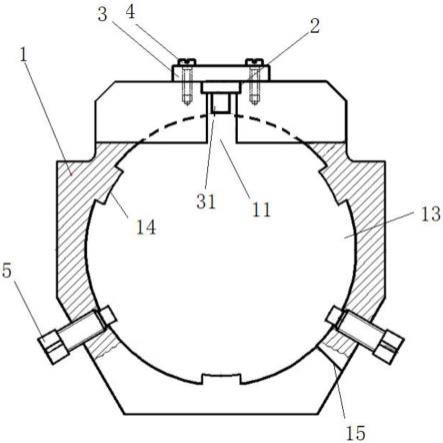
18.图1是本实用新型中铣削细长阶梯轴交叉台阶的靠模装置的结构示意图;
19.图2是本实用新型中铣削细长阶梯轴交叉台阶的靠模装置的俯视图;
20.图3是本实用新型中铣削细长阶梯轴交叉台阶的靠模装置的左视图;
21.图4是本实用新型中铣削细长阶梯轴交叉台阶的靠模装置的使用状态示意图。
具体实施方式
22.以下描述充分地示出本实用新型的具体实施方案,以使本领域的技术人员能够实践和再现。
23.如图1所示,是本实用新型中铣削细长阶梯轴交叉台阶的靠模装置的结构示意图;如图2所示,是本实用新型中铣削细长阶梯轴交叉台阶的靠模装置的俯视图;如图3所示,是本实用新型中铣削细长阶梯轴交叉台阶的靠模装置的左视图。
24.铣削细长阶梯轴交叉台阶的靠模装置,其结构包括:装置本体1、定位板2、压板3、压紧螺栓4、顶紧螺栓5;
25.装置本体1的顶部设置有定位槽11和导向槽12,定位槽11和导向槽12互相垂直,定位槽11上部设置有压板安装槽(压板安装槽、定位槽11相连通),装置本体1顶部的压板安装槽两侧设置有多个压板螺纹孔,压板螺纹孔位于导向槽12两侧;装置本体1中部设置有定位内孔13,定位槽11和导向槽12分别与定位内孔13相连通;装置本体1下部侧壁设置有多个固定螺纹孔,顶紧螺栓5安装在固定螺纹孔内;压板3安装在压板安装槽内,压板3两侧分别设置有压板通孔,压紧螺栓4穿过压板通孔连接在压板螺纹孔内。
26.本优选实施例中,压板3的底部设置有凸台31,凸台31位于定位槽11内;压板3中部的宽度小于两侧的宽度,整体呈工字形;压板3中部与定位槽11之间形成3mm的塞尺缝,用于插入塞尺。
27.本优选实施例中,装置本体1的前部端面设置有找正角度定位线15,定位板2在中部纵向设置有对刀线21。
28.本优选实施例中,定位内孔13的内壁面设置有多个弧面凸台14,其中一个弧面凸台14位于定位内孔13的底部。多个固定螺纹孔的轴线相交于定位内孔13的圆心。
29.本优选实施例中,下部侧壁设置有两个固定螺纹孔,导向槽12两侧分别设置有一对压板螺纹孔。定位槽11纵向布置,导向槽12横向布置。
30.如图4所示,是本实用新型中铣削细长阶梯轴交叉台阶的靠模装置的使用状态示意图。
31.使用时,将定位内孔13套装到零件(细长空心阶梯轴)6上,保证装置本体1的找正角度定位线15与零件6侧壁上的椭圆槽61位置一致;用顶紧螺栓5将零件6紧固;然后将靠模装置、零件6放置在普通铣床的工作台上,保证导向槽12的底面垂直机床主轴且平行于工作台;再利用v型铁将零件6两端进行支撑,并用百分表找正,保证零件6的中心线与工作台平
行;在工作台上穿入两螺钉,旋入螺母,用活扳手拧紧,将零件6压紧;
32.普通铣床装上铣刀,将刀具中心与对刀线21重合,铣刀按照导向槽12走向在导向槽12内移动,铣刀首先铣削零件6左侧台阶槽,左侧台阶槽铣削完成,将3mm塞尺从塞尺缝插入,确定零件6的台阶槽左侧尺寸精度;同理完成右侧台阶槽加工。
33.通过上述操作,实现快速定位和靠模铣削,能够经济、高效地完成在普通铣床上对超长细长阶梯轴交叉台阶槽的铣削加工,保证椭圆槽61与两处台阶槽的夹角;整个加工过程操作简单,具有良好的推广应用前景。
34.本实用新型所用的术语是说明和示例性、而非限制性的术语。由于本实用新型能够以多种形式具体实施而不脱离技术方案的精神或实质,所以应当理解,上述实施例不限于任何前述的细节,而应在随附权利要求所限定的精神和范围内广泛地解释,因此落入权利要求或其等效范围内的全部变化和改型都应为随附权利要求所涵盖。
技术特征:
1.一种铣削细长阶梯轴交叉台阶的靠模装置,其特征在于,包括:装置本体、定位板、压板、压紧螺栓、顶紧螺栓;装置本体的顶部设置有定位槽和导向槽,定位槽上部设置有压板安装槽;装置本体中部设置有定位内孔,定位槽和导向槽分别与定位内孔相连通;装置本体顶部的压板安装槽两侧设置有多个压板螺纹孔,压板螺纹孔位于导向槽两侧,压板安装在压板安装槽内,压板两侧分别设置有压板通孔,压紧螺栓穿过压板通孔连接在压板螺纹孔内;装置本体下部侧壁设置有多个固定螺纹孔,顶紧螺栓安装在固定螺纹孔内。2.如权利要求1所述的铣削细长阶梯轴交叉台阶的靠模装置,其特征在于,定位槽和导向槽相垂直。3.如权利要求1所述的铣削细长阶梯轴交叉台阶的靠模装置,其特征在于,压板的底部设置有凸台,凸台位于定位槽内。4.如权利要求3所述的铣削细长阶梯轴交叉台阶的靠模装置,其特征在于,压板中部的宽度小于两侧的宽度,整体呈工字形,压板中部与定位槽之间形成塞尺缝。5.如权利要求1所述的铣削细长阶梯轴交叉台阶的靠模装置,其特征在于,装置本体的前部端面设置有找正角度定位线,定位板在中部纵向设置有对刀线。6.如权利要求1所述的铣削细长阶梯轴交叉台阶的靠模装置,其特征在于,定位内孔的内壁面设置有多个弧面凸台,其中一个弧面凸台位于定位内孔的底部。7.如权利要求1所述的铣削细长阶梯轴交叉台阶的靠模装置,其特征在于,多个固定螺纹孔的轴线相交于定位内孔的圆心。8.如权利要求1所述的铣削细长阶梯轴交叉台阶的靠模装置,其特征在于,下部侧壁设置有两个固定螺纹孔,导向槽两侧分别设置有一对压板螺纹孔。9.如权利要求1所述的铣削细长阶梯轴交叉台阶的靠模装置,其特征在于,定位槽纵向布置,导向槽横向布置。10.如权利要求1所述的铣削细长阶梯轴交叉台阶的靠模装置,其特征在于,压板安装槽和定位槽相连通。
技术总结
本实用新型公开了一种铣削细长阶梯轴交叉台阶的靠模装置,包括:装置本体、定位板、压板、压紧螺栓、顶紧螺栓;装置本体的顶部设置有定位槽和导向槽,定位槽上部设置有压板安装槽;装置本体中部设置有定位内孔,定位槽和导向槽分别与定位内孔相连通;装置本体顶部的压板安装槽两侧设置有多个压板螺纹孔,压板螺纹孔位于导向槽两侧,压板安装在压板安装槽内,压板两侧分别设置有压板通孔,压紧螺栓穿过压板通孔连接在压板螺纹孔内;装置本体下部侧壁设置有多个固定螺纹孔,顶紧螺栓安装在固定螺纹孔内。本实用新型与普通铣床配合使用,能够保证零件加工部位的位置加工精度及尺寸精度。保证零件加工部位的位置加工精度及尺寸精度。保证零件加工部位的位置加工精度及尺寸精度。
技术研发人员:许廷国 任小霞 孙胜勇 叶蓉 宇忻 凌芝 王宜芳 亢海燕 陈莉 李朝霞 孙莉 许艳 冯财德 杨明 苗婧 李永丽 白燕芳
受保护的技术使用者:内蒙古北方重工业集团有限公司
技术研发日:2022.07.08
技术公布日:2023/1/5
完整全部详细技术资料下载
相关技术
- 一种设有热量回收利用结构的碳...
- 一种不锈钢表带下制板压制复合...
- 一种齿轮零件快速换型夹持机构...
- 一种塑胶件用冲压设备的制作方...
- 一种模具制造打孔装置的制作方...
- 黑色金属冶炼压延品焊接设备的...
- 一种分拣功能的定子铁芯叠片高...
- 一种电雕版模切刀片原料折弯机...
- 一种TA15钛合金铣削加工方...
- 一种防废料飞溅的雕刻机的制作...
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1