一种用于提高框架装夹定位找正效率的铣夹具的制作方法
1.本实用新型属于切削加工技术领域,具体涉及一种用于提高框架装夹定位找正效率的铣夹具。
背景技术:
2.精密框架类工件在加工过程中需要对多个方向进行限位找正,传统装夹方式通常是固定在加工中心操作台面上,通过反复调整压板位置并打表测量以进行定位找正,耗时长、效率低。
技术实现要素:
3.(一)要解决的技术问题
4.本实用新型提出一种用于提高框架装夹定位找正效率的铣夹具,以解决如何提高框架装夹定位找正效率的技术问题。
5.(二)技术方案
6.为了解决上述技术问题,本实用新型提出一种用于提高框架装夹定位找正效率的铣夹具,该铣夹具包括夹具基体、支撑柱、芯轴阶梯台、压板、紧固螺母、螺柱和定位销;其中,夹具基体的上表面中心加工有同轴的螺纹孔和芯轴定位孔,螺柱通过底端螺纹旋入螺纹孔后与基体紧固连接;芯轴阶梯台通过中心孔套入螺柱,芯轴阶梯台的小直径端通过间隙配合方式插入夹具基体的芯轴定位孔,芯轴阶梯台的大直径端用于对待加工框架进行内孔定位;夹具基体的上表面芯轴定位孔外侧均匀加工有支撑柱定位孔,支撑柱下端通过间隙配合方式插入支撑柱定位孔,用于为待加工框架提供平面基准;压板由螺柱顶端套入,并且在压板上端旋入紧固螺母,压板用于配合支撑柱为待加工框架提供端面基准,对待加工框架进行轴向压紧限位;夹具基体的上表面加工有定位销孔,定位销下端通过间隙配合方式插入定位销孔,上端插入待加工框架,用于对待加工框架的转动角度进行定位。
7.进一步地,芯轴定位孔的内径大于螺纹孔但深度小于螺纹孔。
8.进一步地,夹具基体的上表面芯轴定位孔外侧均匀分布有三个支撑柱定位孔。
9.进一步地,夹具基体的上表面加工有两个位于不同角度的定位销孔。
10.(三)有益效果
11.本实用新型提出一种用于提高框架装夹定位找正效率的铣夹具,包括夹具基体、支撑柱、芯轴阶梯台、压板、紧固螺母、螺柱和定位销。本夹具采用两孔一面定位方式,以在基体平面安装的支撑柱高精度平面作为框架的平面基准,以可拆卸式芯轴阶梯台作为框架的内孔定位基准,以定位销作为框架的转动角度定位基准,使用压板将框架压紧后,用紧固螺母将压板锁紧,实现对框架的高精度定位。本夹具结构简单,制造和拆卸方便,能快速完成多种框架装夹的定位找正,能实现对多种尺寸框架的快速换产,成本较低。
附图说明
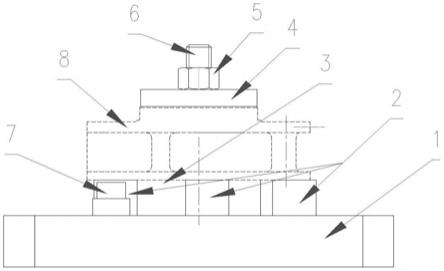
12.图1为本实用新型实施例铣夹具主视图;
13.图2为本实用新型实施例铣夹具主视剖视图;
14.图3为本实用新型实施例中夹具基体俯视图。
具体实施方式
15.为使本实用新型的目的、内容和优点更加清楚,下面结合附图和实施例,对本实用新型的具体实施方式作进一步详细描述。
16.本实施例提出一种用于提高框架装夹定位找正效率的铣夹具,其结构如图1和2所示,包括夹具基体1、支撑柱2、可拆卸式芯轴阶梯台3、压板4、紧固螺母5、螺柱6和可拆卸式定位销7。
17.夹具基体1的上表面中心加工有同轴的螺纹孔和芯轴定位孔,芯轴定位孔的内径大于螺纹孔但深度小于螺纹孔。
18.螺柱6通过底端螺纹旋入螺纹孔后与基体1紧固连接。芯轴阶梯台3通过中心孔套入螺柱6,芯轴阶梯台3的小直径端通过间隙配合方式插入夹具基体1的芯轴定位孔。芯轴阶梯台3的大直径端用于对待加工的框架8进行内孔定位。
19.夹具基体1的上表面芯轴定位孔外侧均匀分布有三个支撑柱定位孔,三个支撑柱2的下端通过间隙配合方式插入支撑柱定位孔,用于为待加工的框架8提供平面基准。
20.压板4由螺柱6的顶端套入,并且在压板4的上端旋入紧固螺母5。压板4用于配合夹具基体1上的支撑柱2作为端面基准,对待加工的框架8进行轴向的压紧限位。
21.根据待加工的框架8尺寸,夹具基体1的上表面还加工有两个定位销孔,定位销7的下端通过间隙配合方式插入适当位置的定位销孔,上端插入框架8,用于对框架8的转动角度进行定位。
22.本实用新型的夹具采用两孔一面定位方式,以在基体1平面安装的三个支撑柱2的高精度平面作为框架8的平面基准,以可拆卸式芯轴阶梯台3作为框架8的内孔定位基准,以定位销7作为框架8的转动角度定位基准,使用压板4将框架8压紧后,用紧固螺母5将压板4锁紧,实现对框架8的高精度定位。
23.此夹具能够快速、精确确定零件的中心和方位,进而便于建立坐标原点,快速完成多种框架装夹的定位找正,大大减少装夹过程中调整准备时间,大幅降低劳动强度,实现对多种尺寸框架的快速换产,提高生产效率。
24.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和变形,这些改进和变形也应视为本实用新型的保护范围。
技术特征:
1.一种用于提高框架装夹定位找正效率的铣夹具,其特征在于,所述铣夹具包括夹具基体、支撑柱、芯轴阶梯台、压板、紧固螺母、螺柱和定位销;其中,夹具基体的上表面中心加工有同轴的螺纹孔和芯轴定位孔,螺柱通过底端螺纹旋入螺纹孔后与基体紧固连接;芯轴阶梯台通过中心孔套入螺柱,芯轴阶梯台的小直径端通过间隙配合方式插入夹具基体的芯轴定位孔,芯轴阶梯台的大直径端用于对待加工框架进行内孔定位;夹具基体的上表面芯轴定位孔外侧均匀加工有支撑柱定位孔,支撑柱下端通过间隙配合方式插入支撑柱定位孔,用于为待加工框架提供平面基准;压板由螺柱顶端套入,并且在压板上端旋入紧固螺母,压板用于配合支撑柱为待加工框架提供端面基准,对待加工框架进行轴向压紧限位;夹具基体的上表面加工有定位销孔,定位销下端通过间隙配合方式插入定位销孔,上端插入待加工框架,用于对待加工框架的转动角度进行定位。2.如权利要求1所述的铣夹具,其特征在于,所述芯轴定位孔的内径大于螺纹孔但深度小于螺纹孔。3.如权利要求1所述的铣夹具,其特征在于,所述夹具基体的上表面芯轴定位孔外侧均匀分布有三个支撑柱定位孔。4.如权利要求1所述的铣夹具,其特征在于,所述夹具基体的上表面加工有两个位于不同角度的定位销孔。
技术总结
本实用新型提出一种用于提高框架装夹定位找正效率的铣夹具,包括夹具基体、支撑柱、芯轴阶梯台、压板、紧固螺母、螺柱和定位销。本夹具采用两孔一面定位方式,以在基体平面安装的支撑柱高精度平面作为框架的平面基准,以可拆卸式芯轴阶梯台作为框架的内孔定位基准,以定位销作为框架的转动角度定位基准,使用压板将框架压紧后,用紧固螺母将压板锁紧,实现对框架的高精度定位。本夹具结构简单,制造和拆卸方便,能快速完成多种框架装夹的定位找正,能实现对多种尺寸框架的快速换产,成本较低。成本较低。成本较低。
技术研发人员:郭利日 迟兆昱 谈光武 刘怡然 刘晓亭 刘春雨 邬洪水 李增峰
受保护的技术使用者:北京北方车辆集团有限公司
技术研发日:2021.11.16
技术公布日:2022/4/21
完整全部详细技术资料下载
相关技术
- 一种便于安装的隔音型数控机床...
- 一种穿管一体机的制作方法
- 一种车床回退套扣工具的制作方...
- 一种脱模装置的制作方法
- 一种防铁屑加装涨套的滚齿夹具...
- 一种汽车零部件加工用稳定性高...
- 一种齿轮减速器自动化装配工具...
- 一种用于拉丝机的双工位收线装...
- 一种立式多轴数控加工机床的制...
- 一种全自动的升降桌桌脚冲模的...
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1