原创 泵轴弯曲度的测量与校直,你可以这么做
泵轴经过长期使用后,会因运行中的摩擦,受热不均,检修中拆卸或保管不当等原因发生弯曲,尤其是细长轴更容易发生弯曲。轴弯曲会造成转子不平衡,动静部件摩擦和泵与电机振动严重超标。所以,在泵与电机检修过程中,需要测量泵的弯曲度,对于弯曲度超过允许值的轴要进行校直操作。今天河北恒盛泵业就和大家聊聊泵轴弯曲度的测量与校直。
1 轴弯曲度的测量
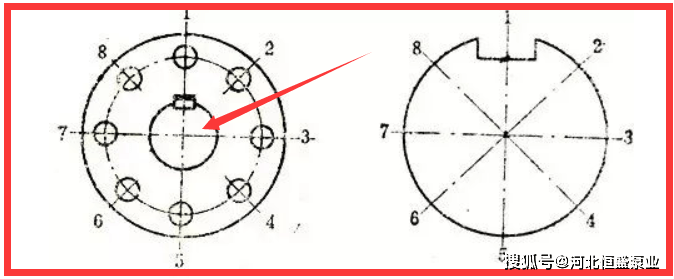
轴的测量一般要在对轴表面清理并对轴颈损伤修复后进行。轴弯曲测量的一个重要目的是为校直提供依据。因此,不但要测出轴弯曲量(轴晃度)而且还需要测出轴弯曲的方向和最大弯曲点的位置。采用的方法是:用多只百分表,相距250-300mm设置测量点,或在主要套装件位置设置测量点。在轴端面沿圆周方向进行8等分,并标记序号,测量每个测点的轴面的晃度并确定最大值的方位。实际中,轴弯曲有可能在多个方向上存在,这种复杂的轴弯曲校直工作会异常困难且效果也不理想。所以,对于价值不高的轴,发生复杂的弯曲时,一般不修复而是直接报废。
2 轴的校直
校直应在处理完轴的其他缺陷后进行。校直前还需要确定钢材的种类和所采用的热处理工艺,对于淬火的轴校直前应进行退火处理。具体的校直方法的选择要根据轴的材质,硬度和弯曲情况进行。
(1)捻打法 通过捻打轴的凹面,使局部金属延展使轴直过来。捻打校直时,将弯曲轴置于固定的支架上,使弯曲处凸面向下,并用硬木或纯铜棒在凸面处垫实,然后用捻棒捻打弯曲处的凹面,捻棒一般用硬质钢材制成,捻棒要做成弧状,且没有棱角,这样能同轴面吻合,以免捻打损伤轴面。捻棒同轴圆弧吻合后,用1-2KG的锤子捶打捻棒,锤打的范围为轴圆周的三分之一。
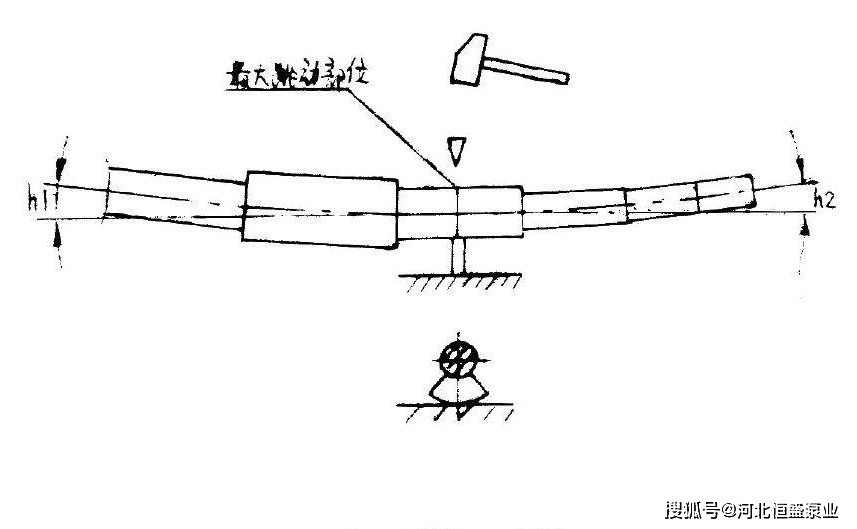
捻打过程中要观察百分表的变化情况,随时掌握校直的情况。为了防止校直后再发生弯曲,一般应根据具体情况过直0.03mm左右,然后经过回火处理,弯曲值即可达到最小。捻打法一般适用于小直径的轴以及弯曲度比较小的轴。
(2)机械加压法 对于小型的泵或电机轴可以采机械加压法校直。将轴置于V形块上,凸面向上,用螺旋增压器缓慢下压轴的凸面,将轴压直,同捻打法一样,机械加压法校直也需要一定的过直量。
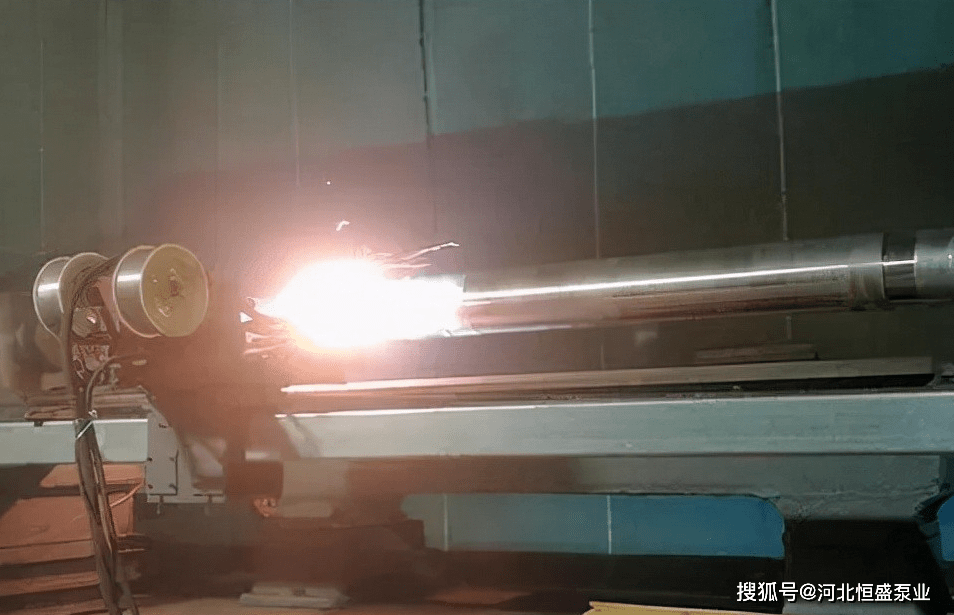
(3)局部加热法 局部加热法是通过加热弯曲轴的凸侧,使局部金属膨胀而被压缩,冷却后使轴校直的方法。加热部位选在轴的最大弯曲点的凸侧,加热时需在轴上包覆石棉布隔热,加热局部开有加热孔,校直时采用喷灯等火焰加热,加热温度为600-700℃,使轴产生一定量的过变形。加热后用石棉布覆盖加热孔进行保温,让轴自行冷却,如果冷却过于急剧,可能会使轴产生裂纹。如果校直未达到目标值,可沿轴向稍移动加热孔后重复上述过程。
局部加热法校直适用于弯曲程度不大的碳钢和低合金钢轴。
(4)局部加热加压法 此方法类似于局部加热法,不同的是在加热之前利用加压工具使轴的弯曲部位产生预应力,当用火焰加热局部时,这个预应力起到促进金属塑性变形的作用。轴上施加的压力必须待轴冷却后去除。
如果轴的校直没有达到要求,可再使用局部加热法或重复使用局部加热加压法校直。但同一部位加热次数一般不宜超过2次。
此方法较容易达到弯轴校直的效果,但是被校直的轴稳定性较差,在将来运行中可能向原来的方向再次发生弯曲。
(5)内应力松弛法 此方法是将最大弯曲处的一段轴在整个圆周上进行加热,使温度缓慢上升至低于回火温度30-50℃。然后在靠近最大弯曲点的凸侧施加压力,使轴产生一定量的弹性变形。随着加热的持续,金属内应力渐渐降低,同时,弹性变形逐渐转变为塑性变形。这种在金属变形量保持不变的情况下内应力随时间而下降的现象即为应力松驰。
校直时用顶丝顶起承压支架,用以支撑校直时的作用力。加热装置将轴加热至预定温度并进行保温,再用千斤顶在不超过金属的弹性极限条件下施加压力。在加压的同时注意观察轴的挠度变化,初期轴变形较快,当轴挠度的变化不明显时,即可停止加压,然后松开千斤顶和支撑架顶丝,将轴落在滚动支架上,每隔5min盘动180°。待轴均匀冷却后,再测轴弯曲,校直后应在0.04-0.06mm的过直量,校直后需经稳定性回火处理,回火处理后过直量终减小。如果一次校直未达到要求,可稍提高加热的温度和压力,进行第二次校直。 返回搜狐,查看更多
责任编辑: