数控车床装夹工件技巧 其如何选择装夹工具
引言:数控车床的零件安装方法与一般车床相同。要尽量使用现有的万能夹具,并注意减少装夹次数,尽量使待加工零件的所有外观一次装夹完成。零件定位基准应尽可能与规划基准重合。文章将主要介绍数控车床装夹工件技巧有哪些。
数控车床装夹工具是工件装夹过程的重要组成部分。为了保证加工过程中的加工精度,在数控车床上加工零件时,首先要使工件在机床上占据一个正确的方位,即定位,然后装夹。
根据加工零件的形状、尺寸和数量,可以采用不同的装夹技巧在数控车床上进行装夹。CNC车床所用的附件与自定心卡盘/单作用卡盘、顶部、心轴、中心架、刀架、面板和角铁相同。
数控车床装夹工件技巧有哪些
数控车床装夹工件是指将工件定位并装夹在数控车床或夹具上。车削加工时,工件必须和数控车床主轴一起旋转。因此,当需要在数控车床上装夹工件时,被加工工件的轴线与数控车床主轴的轴线必须同轴,数控车床装夹工件时应避免出现工件松动或脱落的状况,下面我们将简单介绍数控车床装夹工件的技巧有哪些。
 数控车床装夹
数控车床装夹
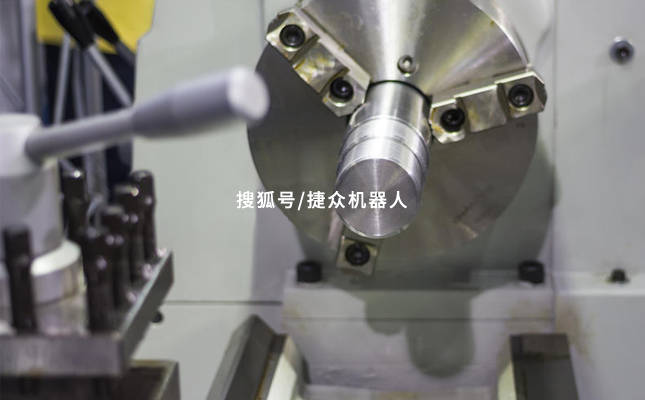
数控车床自定心卡盘装夹工件技巧这是使用千分表、划线盘或目视检查直接在数控车床装夹工件位置的方法。另外,还有一种是划线找定心夹技巧,这种装夹技巧是根据零件图在毛坯上画出各待加工面的中心线、对称线和加工线,然后将工件装在数控车床上,并确定工件的装夹位置在数控车床上按线校正。这种数控车床装夹工件的方式生产率低,精度低,对工人的技术要求高。在单件小批量生产中,一般用于加工复杂、笨重的零件,或加工零件的坯料尺寸公差大而无法直接夹持的场合。
数控车床装夹工件的夹具是根据加工工艺的要求专门设计的。夹具上的定位元件使工件能够快速占据相对于机器和刀具的正确位置。无需校正即可保证工件的定位精度,夹具生产率高。定位精度高,但需设计制造专用夹具,广泛应用于批量和大批量生产。
数控车床如何合理选择装夹工件的工具
数控车床的可调式夹具可以分为通用可调夹和组调夹(也称可调夹)。其共同特征是只需更换或调整个别定位、夹紧或导轨元件,即可进行多件加工,从而将一批多件的小批量生产转变为“批量生产”。同一套装置上的部件。产品更新后,只要零件属于同一类型,仍可在此夹具上加工。由于适应性和继承性好,使用可调夹具可以大大减少专用夹具的数量,缩短生产准备周期,降低成本。
数控车床的电永磁夹具采用现代磁路原理,电永磁夹具的装夹工件和释放工件的过程只需1秒左右。而传统夹具的定位元件和夹紧元件占用空间大,因此与传统数控车床夹具相比,电永磁夹具夹紧量大,有利于充分利用数控车床的工作台和加工行程,提高数控车床的综合加工效率。
 数控车床装夹工件
数控车床装夹工件
数控车床的组合夹具也可以称为模块化夹具。包括一系列具有标准设计、不同功能以及不同尺寸的数控车床夹具元件。根据加工要求快速组装各种类型的车床夹具。运用组合式夹具进行装夹工件的数控车床具有定位精度高,可回收再利用,制造节能节材,使用成本低等优点。
文章主要介绍了数控车床装夹工件技巧是的相关知识,通过浏览全文可以知道数控车床装夹工件是指将工件定位并装夹在数控车床或夹具上。车削加工时,工件必须和数控车床主轴一起旋转。因此,当需要在数控车床上装夹工件时,被加工工件的轴线与数控车床主轴的轴线必须同轴,数控车床装夹工件时应避免出现工件松动或脱落的状况。
桁架机械手数控车床全自动上下料机【EKTHINK】
数控车床的加工特点 适应高精度的加工
单柱立式数控车床安装时的注意事项 返回搜狐,查看更多
责任编辑: