如何做好模具排气?
一 排气不畅的危害
在注塑过程中,模具内部的空气需要及时地排出,以确保塑料的正确和及时填充。因此,需要在模具腔体内部增加排气设计。如果一套模具的排气不畅,被困在模具内部的空气容易在注塑过程中被塑料压缩并引起温度升高,造成烧胶或者短射。除此之外,被压缩的空气也会对模具钢造成额外的压力,从而造成模具的过早失效。图1左图为排气不良造成的烧胶现象。图1有图为排气改善后的正常产品。

图1 排气不良造成的烧胶现象。
图2为排气不良造成的短射问题。

图2 排气不良造成短射。
除此之外,排气不良还会造成零件的空隙问题。塑料在模具内部流动过程中,由于排气不畅,空气容易被包裹到塑料内部,从而在零件内形成空隙。图3为排气不畅引起空隙的例子。

图3 模具排气不畅造成零件空隙
排气不畅也会加大模具分型面承受的压力,造成飞边问题。因此,排气问题是模具设计过程中非常重要的一个点,需要引起足够的重视。
二 排气孔的尺寸
模具排气孔是连接模具内外的通道。排气孔太小,空气无法及时排除,会形成困气。排气孔太大,液态的塑料又容易从排气孔流出。因此,在排气孔的设计过程中,需要在两者之间找到一个平衡。图4是某排气孔的示意图。主排气孔的尺寸是决定一个排气设计是否合格的关键。它要做到既能让模具内部的空气顺利排出,又能阻止液态的塑料从排气孔流出。所以,主排气孔一般要比次排气孔小。
主排气孔的长度设计也非常之关键。太长的化容易减少空气流量,太短又容易造成塑料溢流。一般来说,主排气孔的长度会控制在1.2毫米~1.5毫米之间。排气孔的宽度一般需要控制在5毫米~8毫米之间,这是普遍情况,当然,也可以根据需要设计的更宽一些。
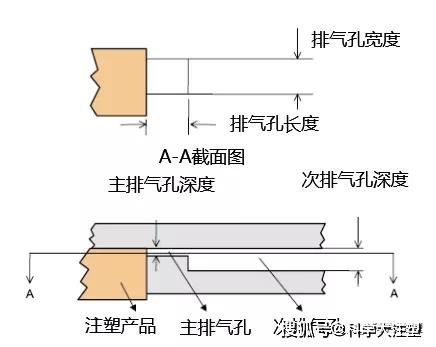
图4 排气孔示意图
一般来说,次排气孔的尺寸要比主排气孔要大一些,这样便于将主排气孔中的空气尽快排出到大气中。通风口的表面都需要抛光,以使得空气能够顺利排出。抛光的方向应该沿着空气的流动方向。如果次排气孔的长度较长,也可考虑增加排气孔的级数,可以让空气更易排出。
三 主排气孔的深度
主排气孔的深度主要取悦于塑料的粘度。一般来说,塑料粘度越大,允许的深度就越大,塑料的粘度越小,允许的深度就越小。通常材料商会提供排气孔深度尺寸的建议,例如,材料商推荐的ABS排气口深度为0.05 mm。模具设计师通常会采纳材料商给的建议,并且一般会将尺寸控制在材料商建议的下限,以避免飞边的产生。如果在注塑过程中,塑料能够进入排气孔,则表示排气孔太大了,需要减小。这时,模厂一般就只能通过焊接或者激光熔覆等增材制造的方式来减小排气孔,比较麻烦。所以,模具设计人员一般倾向于保守设计,尽量将尺寸放在下限。
最新的研究表面,除了塑料粘度能够影响排气孔尺寸之外,和排气孔相邻的塑料产品厚度也对排气孔的尺寸造成了很大的影响。该研究针对不同的零件厚度和排气孔尺寸的搭配做了实验。该实验表面,在其它条件一致的前提之下,相对来说厚的产品能够接受的排气孔尺寸也越大。
造成这种现象的原因是当塑料被压入较薄的部分时,塑料压力会随之增加,从而迫使塑料更容易从排气孔孔中排出。而在产品较厚的部分,整体的塑料压力要低一些,因此能够接受的排气口尺寸更大,更不易发生飞边现象。
四 排气孔的位置
排气孔最有效的位置是零件填充的末端。当塑料流入模腔中时,塑料开始将空气推出,并持续用塑料置换空气,直到模腔中填满塑料。这意味着离开模具的空气流速等于进入模具的塑料流速。如果模具的填充末端只有一个排气孔,则排气孔的尺寸必须等于浇口的尺寸,这样才能保障塑料和空气流速一致。
但如果是这样的设计,塑料将会很容易在补缩和保压阶段通过排气孔溢出,造成产品的飞边。所以,排气孔的深度必须减小,而为了保障排气孔和浇口的截面相等,就需要在模具上合理地排布通风口的数量和位置。塑料流动路径中流动性最好的区域是模具的分型线。因此,模具分型线必须保障尽可能好的通风。
一旦分型线区域的型腔被填满,塑料就会把空气推到模具的其他区域。所以,模具结构中的任何部件都应该考虑到排气设计,排气永远不嫌多,包括顶针、滑块等都可以用来排气。这些部件在用作排气的时候,排气口必须根据材料商推荐的排气深度来加工。顶针是非常号的排气部件,因为它们是自清洁的,每一次顶出都会清洁一次可能残留的塑料。固定部件上的通风口,如芯销则很容易堵塞,所以在使用过程中需要经常性的清洁。
近年来,排气钢越来越受欢迎,在注塑模具中的应用也越来越多。例如,在长条类零件中,如果不能在产品上面放置顶针,就需要在塑料填充区域的末端增加排气钢部件,这样可以使模内的空气能够从型腔中排出。当然,这些排气钢嵌件是需要经常清洁的,才能保障排气效果。因此,在模具设计的过程中,需要将这些排气钢嵌件设计成易于装卸的。还有一个需要关注的问题是,使用排气钢不允许部件镜面抛光。
在模具设计过程中,最容易被忽略的排气位置是流道。很多模具设计人员认为流到不需要排气,这样的观点是不正确的。如果流道没有排气,则浇口和流道中的全部空气都会被零件推入型腔。这些空气将会使模具的排气孔承担额外的工作。因此,流道也必须尽可能的通风,甚至可以将流道排气设计的大到可以看飞边的深度。流道有飞边对产品品质并无影响。
浇口的冷料井部分也应该通风。通常,在螺杆回抽结束时,螺杆被吸回一点距离,以释放熔体上的压力,并防止熔体从喷嘴端流出。这个动作会导致空气通过喷嘴吸入炮筒。在下一模注射开始之后,这里的空气会被注射到模具中。这也是流道必须要有排气的另一个原因。图1为分型面上的排气。
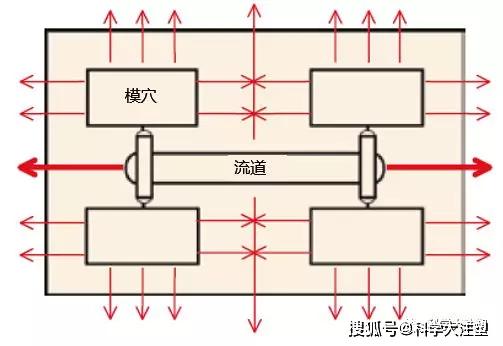
图1 分型线上的排气
五 强制排气和真空排气
不管一套模具设计的有多么完善,总会或多或少的存在相对困气的区域,只是由于被困气体量不大,没有引起明显的产品缺陷,所以没有被察觉到。对于模腔的末端来说,并不是每一套模具都允许在末端放置顶针来加强排气的,这时真空排气便成为一种有效的排气方案。真空排气装置会在填充之前抽走模腔中的空气,从而使得整个成型过程型腔对熔融塑料的阻力最小。
需要安装真空装置的模具一般会有分型面排气口,排气口会和真空系统的管路相连接。模具合模之后,模腔周围会有一个密封件,负责阻断外部空气进入模腔,保持模腔的真空度。顶针也需要增加密封来维持模腔的真空度。所以如果模具的滑块太多,那么这套模具是不是和采用真空排气技术的。一般来说,热流道模具运用真空排气的情况更多,因为阀针式热嘴可以阻断模腔的内外空气流动,为真空的形成提供条件。冷流道模具的浇口一般是开放式的,因此无法阻断空气的流通,为真空的形成提供了阻碍。典型的真空排气结构如图2所示。

图2 真空排气 返回搜狐,查看更多
责任编辑: