DIY 3D打印机
为了使大家对3D打印机的了解更加深刻,以下将详细介绍组装桌面3D打印机的过程。通过逐一组装各个功能模块,再搭建完成完整的一台打印机,使3D打印机不再神秘。
DIY 3D打印机过程详解
本次组装的3D打印机机型为泛锐团队自主设计开发的FDM式3D打印机。该打印机最大可以构建230mm*200mm*200mm大小的物体,打印层厚可达0.1毫米。该机器的工作原理与Ultimaker品牌的机型类似,具有一定的代表性和较高性价比,且稳定性、精度较高。
此打印机的工作原理和过程为:通过X轴、Y轴伺服电机和皮带带动打印头在X、Y平面上运动,挤出机也通过电机转动将打印材料(PLA或ABS等)经过加热腔送入打印机喷头。
打印材料在加热腔融化变为可流动的液态,从打印机喷头出来的材料被挤成一层薄片并被粘贴在打印平台上。这一层薄片在接触到打印平台后迅速冷却固化,形成一层物体的轮廓。然后Z轴电机将打印平台略微向下移动一层,打印头再继续挤出下一层材料,这样反复操作,直至完成整个物体的打印。
3D打印机的主要材料清单如下所示:
| 名称 | 数量 |
| 3D打印机外壳 | 1套 |
| 3D打印机主板 | 1块 |
| 3D打印机电源 | 1个 |
| 3D打印机显示屏 | 1块 |
| 3D打印机步进电机 | 4个 |
| 3D打印机高强度直线光杆 | M8:6条;M5:2条 |
| 限位开关 | 3个 |
| 同步带齿轮 | 8个 |
| 皮带 | 1条(3米) |
| 喷头 | 1个 |
| 挤出机 | 1套 |
| 打印平台 | 1套 |
| 风扇 | 1个 |
组装完成后的效果如下图所示。
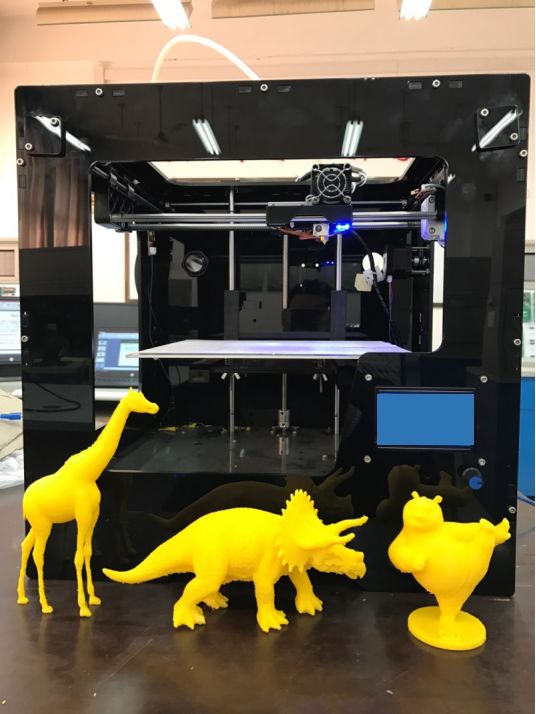
3D打印机组装完成图
打印机的组装过程主要包含组装外壳、电源模块安装、开关安装、Z轴电机安装、3D打印机主板安装、X轴模块安装、Y轴电机/光杆安装、X轴安装、限位开关安装、打印头安装、Z轴及打印平台安装、3D打印主板接线等步骤,下面将分步进行介绍。
(1) 组装外壳(图1)
外壳也可以被认为是打印机的框架,功能类似于台式计算机的机箱。外壳搭建完毕后,其余的各个功能模块则依附于外壳上。该打印机的外壳为亚克力材质的四方体,组装完毕后可撕去粘在亚克力板上的保护膜。

图1外壳组装
(2) 电源模块安装(图2)
电源模块的主要功能为3D打印机中各功能模块供电。需要供电的模块有电机、打印机主板、加热腔等。

图2电源模块
(3) 开关
3D打印机的开关用于控制打开与关闭打印机。使用螺丝固定在开关孔上,并将相关线路按照图3连接好。

图3开关安装
(4) Z轴电机
将Z轴电机经底板上的圆孔穿过,并固定在底板上,如图4。

图4Z轴电机安装
(5) 3D打印机主板
将3D打印机主板与外壳上的数据线插孔对齐并进行安装。然后从电源模块接入电源线供电。最终电源模块的连线如图5所示。

图5主板安装
(6) X轴模块
配合X轴滑动模块、X轴电机、直线光杆以及皮带等材料,组装X轴模块,如图6。使X轴滑动模块可以在电机和皮带的带动下自由滑动。
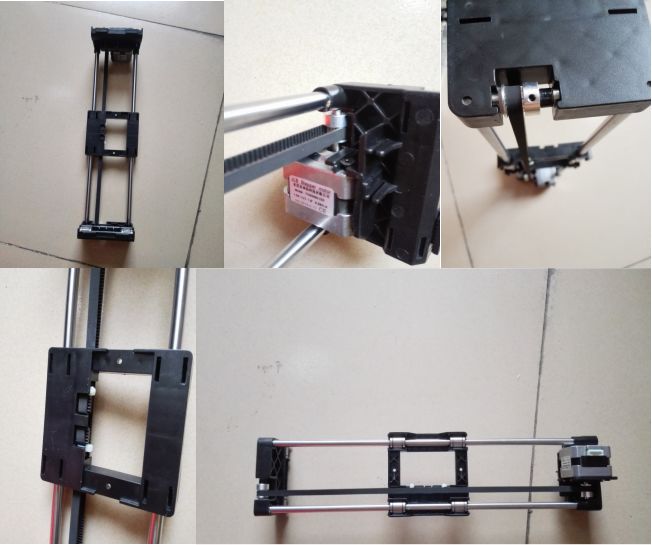
图6X轴模块安装
(7) Y轴电机/光杆安装
Y轴电机需要被固定在打印机外壳上,通过皮带控制X轴模块整体沿Y轴运动。此步骤主要安装Y轴电机和光杆。
1)首先在外壳上安装球轴承,如图7所示。

图7球轴承安装
2)Y轴光杆按照8图装配好齿轮、垫圈等配件,然后放入外壳中。

图8Y轴光杆安装
3)最后安装Y电机,如图9。

图9Y轴电机安装
(8) X轴安装
将X轴运动的两根直线光杆穿过X轴模块固定到外壳中,如图10。安装后X滑动模块可以自由在X和Y方向自由滑动。

图10X轴安装
(9) X、Y、Z轴限位开关安装
限位开关可以有效防止电机运动到有效范围之外。如图11所示,分别将X、Y、Z轴的限位开关安装到外壳上,并将有关连线连接好。
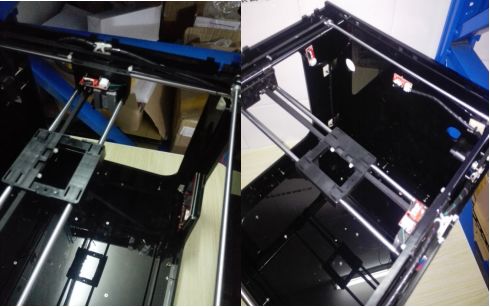
图11限位器安装
(10) 打印头安装
先将喷嘴和加热模块安装到X轴滑动模块上,再将挤出机安装在加热模块上,注意挤出机的出口与喷嘴的入口对齐。为更好的控制温度和散热,将散热风扇安装在挤出机上,如图12。
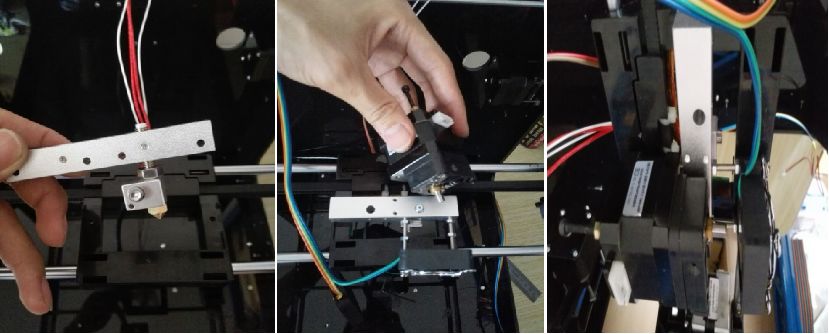
图12打印头安装
(11) Z轴及打印平台安装
打印平台是被Z轴电机控制在打印过程中每打印结束一层打印平台往下移动一层的距离。
1) 因此首先进行打印平台的组装,如图13。

图13打印平台安装
2) 打印平台组装好后,把Z轴丝杆从Z轴螺丝孔中穿过,如图14所示。最后将打印平台通过两根Z轴滑杆固定到外壳上,并将Z轴丝杆安装到Z轴电机上。

图14 Z轴丝杆安装
(12) 3D打印机主控板
最后介绍3D打印机主控板的连接。3D打印机的X、Y、Z轴电机和风扇、温度传感器等器件都需要与主控板连接,以完成供电、控制和信息采集。主控板就像是3D打印机的大脑一样,发出指令,收集信息。主控板与其他各模块的连接如图15所示。
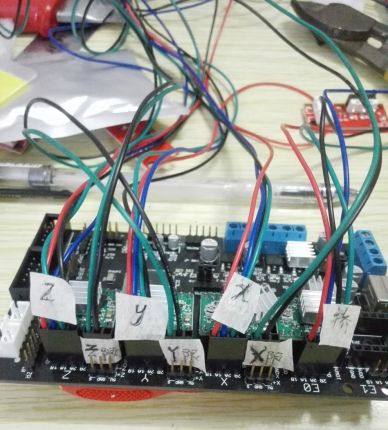
图15打印主板接线图
注:图纸Z、Y、X、挤、Z限、Y限、X限分别表示Z轴电机、Y轴电机、X轴电机、挤出机、Z轴限位器、Y轴限位器和X轴限位器。
1)将加热腔连线和冷却风扇按图16连接。

图16加热腔和风扇接线图
2)完成连线后的打印机底部为图17所示。
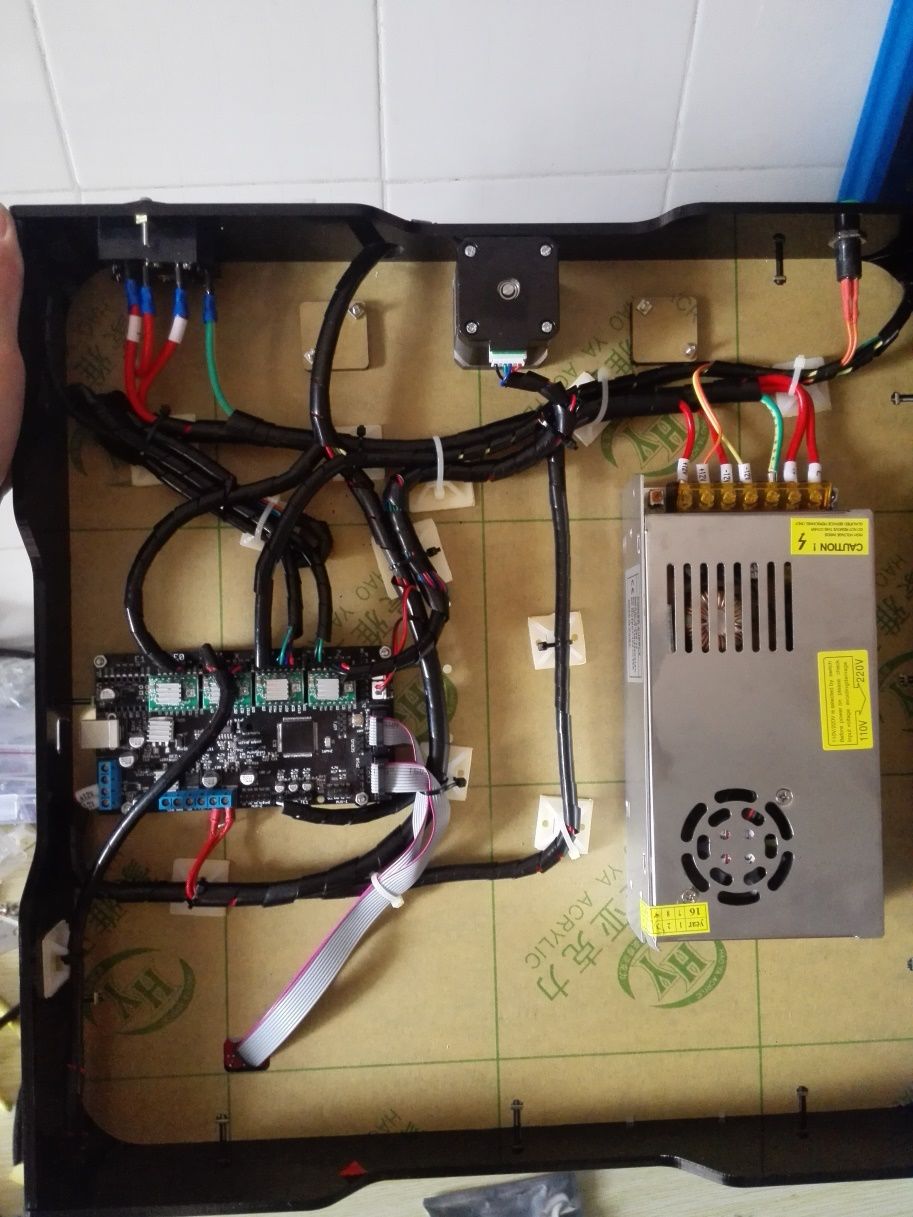
图17接线完成图
3D打印机使用步骤及注意事项
3D打印机组装好后,方可进行3D模型打印。主要的步骤为:1)准备工作;2)打印平台的调平;3)装入打印材料;4)打印。
1)准备工作
首先使用Cura软件对模型进行切片处理,并生成打印机可识别的GCode文件。将GCode文件拷贝入SD卡,然后将SD卡插入打印机的卡槽中。接通打印机电源,打开打印机开关。
2)打印平台的调平
由于3D打印机是逐层堆叠进行物体的重建,因此打印平台是否垂直于打印头是成功完成3D打印的关键因素之一。在拿到一个新的打印机或者长时间未使用的打印机时,首先要进行的就是打印平台的调平。
打印机的调平十分简单,就是测试打印头距离打印平台不同点的位置是否相等。一个最简单的方法是使用一张A4打印纸放于打印平台和打印头之间,然后让打印头移动到打印平台上的四个角的位置和平台中心位置,尝试拖动A4打印纸。
如果A4打印纸在打印平台和打印头之间可以移动但又被打印头产生轻微摩擦,即可认为打印头和打印平台的距离适中。依次选择打印平台上的上述五个点做相同的测试。假如在这五个点上打印头和打印平台的距离都符合上述要求,则认为打印平台被调平。
假如某一点上打印头与打印平台的距离过大,则调整打印平台底部的螺丝,使此位置的平台升高,直至距离适中。假如某一点上打印头与打印平台的位置过紧,则同样调整打印平台底部的螺丝,降低此位置的打印平台,直至距离适中。在调整打印平台前,首先要在3D打印机中选择控制3D打印机进行调平程序,使打印平台复位,才可以进行上述测试。
3)装入打印材料
打印平台调整完毕后,下一步可以装入打印材料。装入打印材料是指将3D打印材料(通常为PLA或ABS,直径为1.75毫米)载入到挤出机中,使挤出机可以有效控制打印材料的挤料与回抽。需要注意的是,装入打印材料前,需要将打印头加热到打印材料融化的温度(通常为230摄氏度左右),否则打印材料无法从喷头挤出,无法判断是否装载成功。
控制打印机按钮,选择“PLA预热”选项,打印机进入加热状态,直至达到目标温度。将打印材料从打印头材料入口进入,然后再选择“运动控制”中的“出丝”选项,转动按钮控制挤出机工作,装载打印材料进入打印机。我们可以通过两个方面判断材料是否装载成功,第一是感觉到打印材料随着挤出机的挤出动作被“吃进”打印机;第二是打印材料从喷嘴处被挤出。当这两种现象出现后,说明材料装入成功。
4)打印
在完成前面两步后,就可以进行打印了。控制按钮选择“SD卡”选项,进入SD目录,选择需要打印的GCode文件,确定后打印机进入打印过程。
打印过程常见问题
(1) 无法装入打印材料
有时会发生按照打印材料装载步骤操作却无法正常装载打印材料的情况。此时可以按以下方法逐一排查问题:
1) 检查打印机是否加热到可以融化打印材料的温度。如果打印机温度还未上升到设定温度,打印材料进入加热腔后不发生融化,打印材料无法从喷嘴挤出。
2) 挤出机无法卡住打印材料。只有当挤出机卡住打印材料后,才可以随着挤出机的转动,打印材料发生运动。有时打印材料无法被挤出机卡住,这时可以尝试加大打印材料插入的力气,让挤出机卡住打印材料;若依旧无法成功装载,将打印材料的头部剪成斜角,然后垂直进入挤出机的入口位置,用力使材料进入挤出机。此过程中也可以使用钳子等工具,但用力的过程中材料要保持垂直,不要倾斜。
(2) 喷嘴吐丝异常
在打印过程中,会出现喷嘴吐丝不流畅的状况,此时应做一下检查:
1) 检查挤出机,是否挤出机出现工作异常;
2) 检查打印机设定的温度是否与打印材料所要求的温度一致;
3) 检查切片参数,查看是否回抽距离设置过大,导致材料回抽后无法返回。
(3) 喷嘴堵塞
有时喷嘴会发生完全堵塞的情况。这主要是因为在打印过程中,由于挤出材料的线宽受喷嘴直径、挤出速度以及打印头移动速度等因素的影响。若这些因素不能协调工作,则会发生实际挤出线宽大于理论线宽的情况发生。当这一现象发生后,材料挤出后会粘贴在喷嘴外侧。随着材料累积的越来越多,喷嘴堵塞就会发生。当堵塞发生后,可做以下工作之一进行疏通清理:
1) 使用钢针从上至下插入喷嘴中疏通;
2) 拆卸喷嘴,清理喷嘴内部的残留耗材;
3) 提高打印温度,使喷嘴中的耗材先充分融化,再进行打印;
(4) 打印材料无法完全粘贴在打印平台。
打印材料的第一层无法完全粘贴在打印平台上,将会影响后面每一层的打印,严重的将导致打印失败。此时需要检查以下几个方面:
1) 打印平台的材质是否可以供打印材料粘贴,某些材质(比如亚克力材质)不易让打印材料粘贴在上面。此时应在打印平台上均匀的涂抹一层胶水或固体胶,或者使用美纹胶带粘贴在打印平台上。
2) 打印头和打印平台的距离是否具有一张A4纸的距离,因为距离太远或太近都有可能导致无法粘贴在平台上。
3) 检查打印机出料是否正常,是否有出料过少的现象
4) 如果以上方法都不行,可以尝试在打印模型底部加打印底座(Raft),可以使打印物体更容易粘贴在平台上。
(5) 打印物体翘边
在使用ABS材料进行打印时,模型经常会发生翘边问题,尤其在物体模型较大或模型底部面积较大时,翘边问题更为严重。
引起翘边问题的根本原因是:在3D打印过程中,打印材料经历了由固态融化到液态再冷却到固态的阶段。由于材料体积的热胀冷缩,导致挤出材料产生内应力从而引起模型的变形、翘边或者分层。
在使用桌面FDM式3D打印机时,当模型底部与打印平台粘贴无力时,或者温度下降过快导致材料收缩时,翘边现象就十分容易发生。具体直接引起翘边现象的原因有打印平台加热不均匀、ABS材料的弹性和收缩度不足以及打印速度过慢等。可以通过调节打印平台温度来减少或减轻翘边。
在Makerbot切片软件中,用户还可以通过添加辅助盘来防止物体模型发生翘边。就是在物体容易发生翘边的地方(如物体的边角处),放置辅助盘,如图18为辅助盘放置案例。打印的时候先打印辅助盘与打印平台接触,物体是位于辅助盘上,因此可有效避免翘边。
放置辅助盘的操作可通过:File->Examples->Helper Disks操作来完成。辅助盘只需被物体边角压住一部分即可,这样也方便后续拆除。
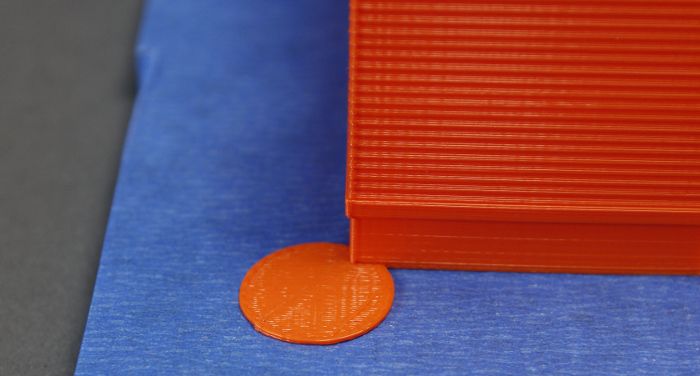
图18辅助盘案例
(6) 打印头运动失常
在打印过程中,打印头运动可能会发生应该移动到某一位置但移动不到位的错误现象,这可能由电机失步造成,要检查以下方面:
1) 电机同步轮是否拧紧;
2) 滑杆阻力是否太大导致运动不流畅。
(7) 打印形状失真
打印机发生打印形状失真,比如打印一个正方形出来一个矩形,打印一个圆形出来的是椭圆形。此种情况是由于X轴和Y轴不是正交造成的,此时就要调整并使之正交。调整的方法就是分别移动X轴到外壳的两侧,观察调整使X轴与外壳平行。同样的,再移动Y轴到外壳两侧,观察调整Y轴与外壳平行。若都平行,则X轴与Y轴正交。
参考文献:
1、姚栋嘉, 陈智勇, 吕磊等. 3D打印技术[M]. 北京:机械工业出版社,2018.
Tips
免责声明:本公众号致力于打造专属材料人士的平台,分享材料资讯,相关内容仅供参考学习,所有转载内容,均不代表【材料+】赞同其观点,不能完全保证其真实性。如若本公众号无意侵犯媒体或个人知识产权,请联系【材料+】小助手:13521056123,我们将立即予以删除。 返回搜狐,查看更多
责任编辑: