SMED_快速换线的三个阶段、八个法则、五个步骤

1
SMED的基本原理
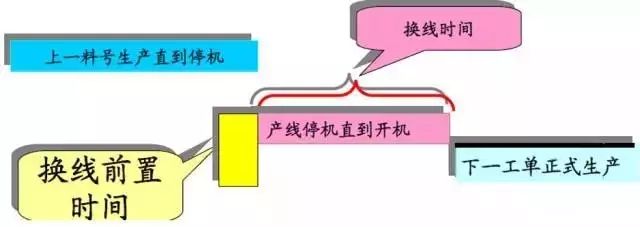
1、换线时间:从前料号最后一单位产品生产完毕停机开始,到下一料号第一件产品生产合格开始所花费的时间。即生产线因换线而没有产品产出的时间段。
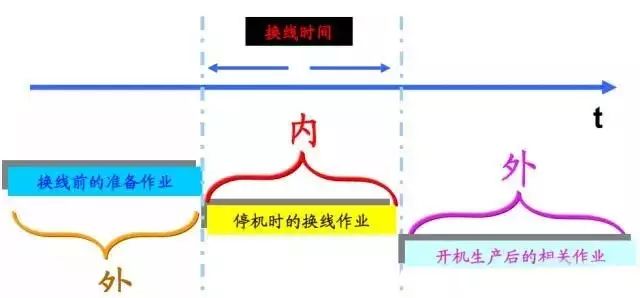
2、内部作业:必须在设备停机时进行的操作,外部作业:可以在设备运转时进行的操作。
3、快速换线:SMED系统是一种能有效缩短产品切换时间的理论和方法。
成功案例

4、为什么要做SMED
能带来的收益:
• 缩减库存, 灵活生产
–不需额外的库存即可满足客户要求
• 缩短交期
–缩短交货时间即资金不压在额外库存上
• 优良品质
–减少调整过程中可能的错误
• 高效率生产
–缩短切换的停车时间意味着更高的生产效率,即OEE提高
• 使实现JITJIT成为可能
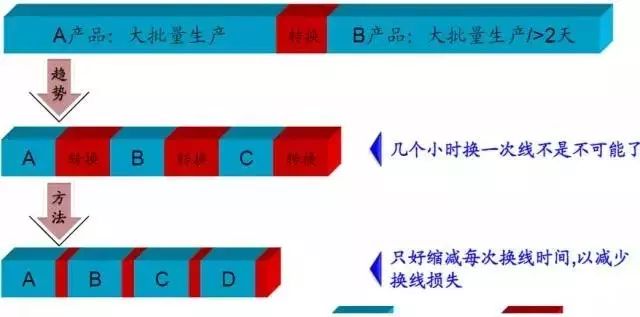
提问:连续生产一个星期以上(或2天以上)的订单数量占了所有订单数量多大比例?生产量又占了多大比例?
5、什么样的企业适合做SMED(什么样的企业适合做精益生产)
2
SMED的三个阶段
迈向快速切换的三个阶段:
阶段一:传统切换。通常数十分钟甚至数小时、一天。尚未认识缩短切换时间的必要性。
阶段二:个位分钟切换(10分钟之内)。首先提高认识,必须缩短切换时间。(大野耐一用十几年研究,创造出快速切换模具方法)。
阶段三:瞬时切换(更短的时间):在一分钟之内完成切换。缩短切换时间不仅是一个技术问题,更是一个管理和观念更新的问题。通过实现瞬时切换,达到鼓舞士气的作用。
3
SMED的八个法则
法则一:并行操作:指两人以上共同切换作业。
法则二:手动、脚勿动:主要靠手,减少脚的走动、移动。
法则三:使用专用的工装夹具:提高效率。
法则四:与“螺丝”不共戴天:拧螺丝费时间。可以用其它固定方法。
法则五:不要取下螺栓、螺丝:必须用的地方也想办法减少操作时间和简化动作。
法则六:基准不要变动。调整基准浪费时间。
法则七:做好事前准备
法则八:能简则简
4
SMED的五个步骤
五个步骤介绍:
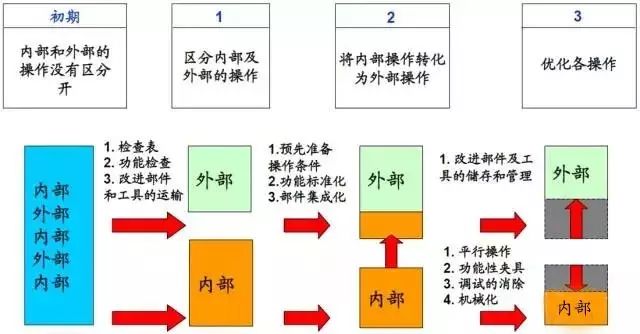
1、步骤一:对切换作业进行分析。
2、步骤二:区分内部与外部作业。
方法:
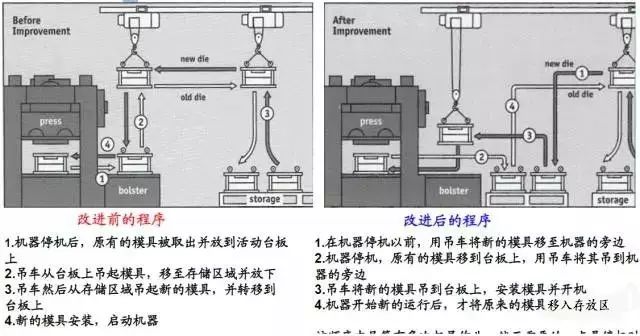
•所有新的部件和工具必须在停机前运到现场所有换下的部件和工具应在切换结束后才进行清理和转存
•提前准备好物料
•提前进行功能检查
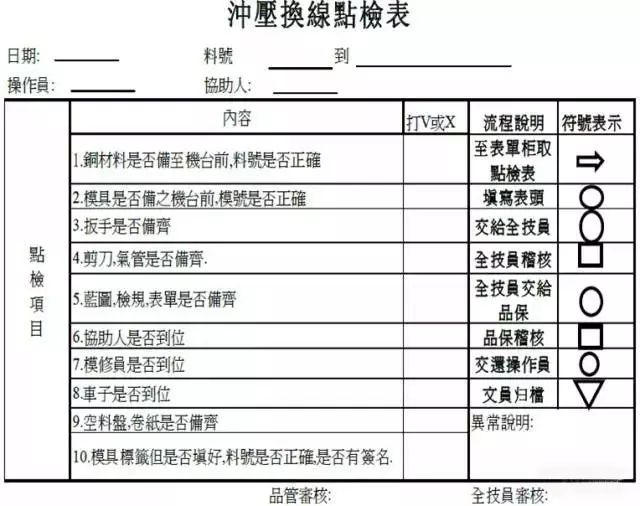
•准备和使用检查表(防止遗漏琐碎的项目)
实例1 模具提前运抵现场,结束后再转存
实例2 提前进行功能检查
•检查在切换时所有要使用的配件、工具状况是否良好、功能是否齐全
•在切换开始前就要检查,以便能及时进行修理
实例3 准备和使用检查表
•列出切换工作中需要的所有东西
-工具、部件、标准操作规程以及需要的人员
-合适的操作条件:温度、压力、转换开关设置、阀门等.
-产品的规格和尺度
•标出已经准备好的项目
•对于每一个操作过程均使用检查表
3、步骤三:内部作业转外部作业。
方法:
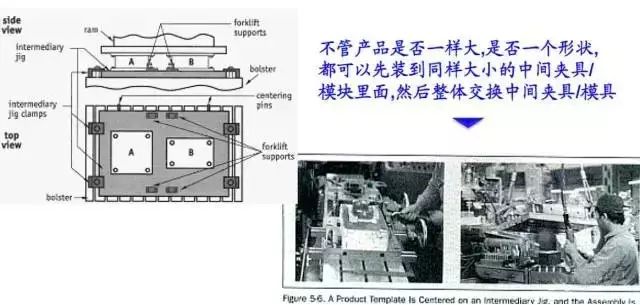
•使用中间夹具/模块(部件集成化)
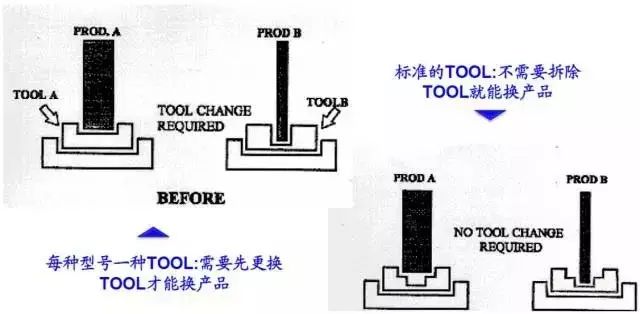
•功能标准化
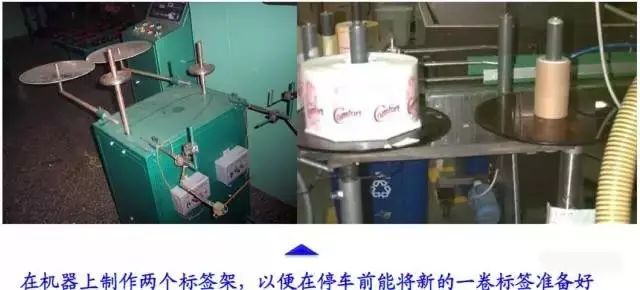
•预先准备操作条件
-检查仪表
-将物品放在合适的位置
-预热
-制作临时支架
实例1 使用中间夹具/模块
实例2 功能标准化
实例3 预先准备操作条件
4、步骤四:优化内部作业。
方法:
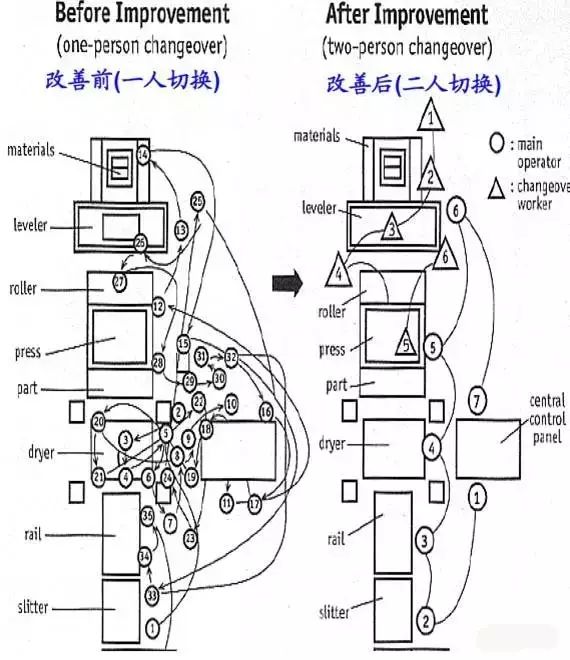
•平行操作
•功能性夹具和快速紧固件
•标准化
•调试的消除,对于不可避免的进行改善
•机械化
实例1 多人并行作业
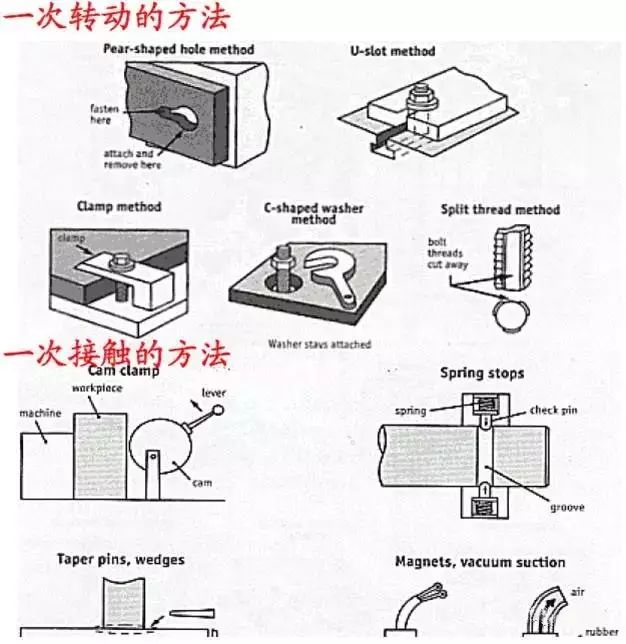
实例2 使用功能性夹具和快速紧固件
•为什么使用夹具?–螺栓易丢失–螺栓不匹配–螺栓紧固需长时间
•夹具的类型–梨型孔–U 型槽–C 型垫圈
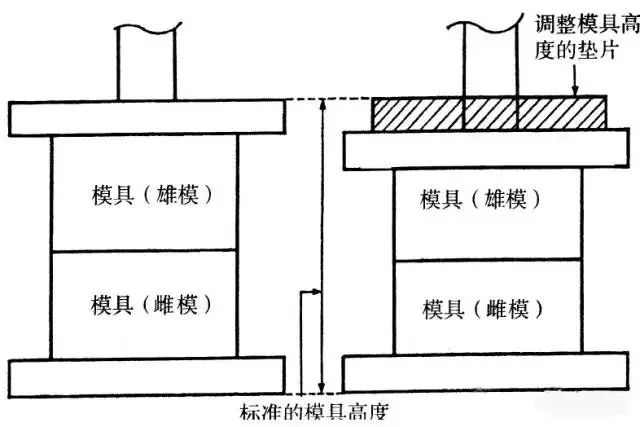
实例3 使用衬垫将模具高度标准化
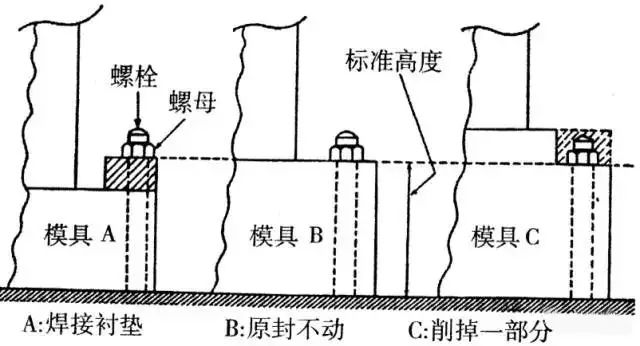
实例4 用模座高度的标准化去掉更换紧固件的必要
5、步骤五:优化外部作业。
方法:
•改进部件及工具的储存和管理(整理、整顿),使工具和部件容易找到和存放
-不必寻找配件和工具
-不会使用错误的配件和工具
-不要进行不必要的移动
•降低运输的时间和人力(人数)
实例1 改进部件的储存和管理

实例2 在生产线附近的用配件影像标明的配件板

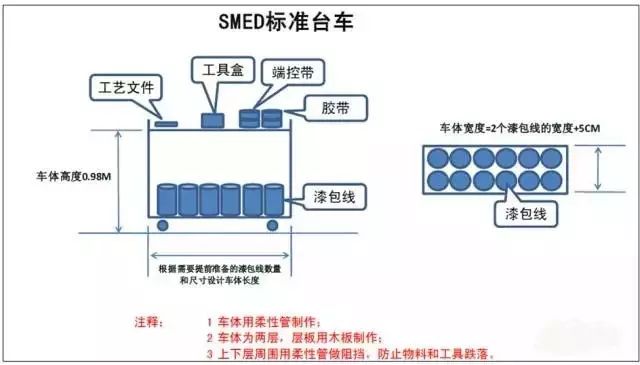
实例3 带有切换物料/工具/配件/文件的可移动小车
免责声明:本文系网络转载或改编,版权归原作者所有。如涉及版权,请联系删除! 返回搜狐,查看更多
责任编辑: