内孔表面加工方法和加工方案
作者:济南威尔机器有限公司 转贴自:金属表面加工,内孔表面加工方法 点击数:5102
金属工件的内孔表面加工方法较多,常用的有钻孔、扩孔、铰孔、镗孔、磨孔、拉孔、研磨孔、珩磨孔、滚压孔等。
一、钻孔
用钻头在工件实体部位加工孔称为钻孔。钻孔属粗加工,可达到的尺寸公差等级为IT13~IT11,表面粗糙度值为Ra50~12.5μm。由于麻花钻长度较长,钻芯直径小而刚性差,又有横刃的影响,故钻孔有以下工艺特点:
1.钻头容易偏斜。由于横刃的影响定心不准,切入时钻头容易引偏;且钻头的刚性和导向作用较差,切削时钻头容易弯曲。在钻床上钻孔时,如图7-2a所示,容易引起孔的轴线偏移和不直,但孔径无显著变化;在车床上钻孔时,如图7-2b 所示,容易引起孔径的变化,但孔的轴线仍然是直的。因此,在钻孔前应先加工端面,并用钻头或中心钻预钻一个锥坑,如图7-3所示,以便钻头定心。钻小孔和深孔时,为了避免孔的轴线偏移和不直,应尽可能采用工件回转方式进行钻孔。
2.孔径容易扩大。钻削时钻头两切削刃径向力不等将引起孔径扩大;卧式车床钻孔时的切入引偏也是孔径扩大的重要原因;此外钻头的径向跳动等也是造成孔径扩大的原因。
3.孔的表面质量较差。钻削切屑较宽,在孔内被迫卷为螺旋状,流出时与孔壁发生摩擦而刮伤已加工表面。
4.钻削时轴向力大。这主要是由钻头的横刃引起的。试验表明,钻孔时50%的轴向力和15%的扭矩是由横刃产生的。因此,当钻孔直径d﹥30mm时,一般分两次进行钻削。第一次钻出(0.5~0.7)d,第二次钻到所需的孔径。由于横刃第二次不参加切削,故可采用较大的进给量,使孔的表面质量和生产率均得到提高。
二、扩孔
扩孔是用扩孔钻对已钻出的孔做进一步加工,以扩大孔径并提高精度和降低表面粗糙度值。扩孔可达到的尺寸公差等级为IT11~IT10, 表面粗糙度值为Ra12.5~6.3μm,属于孔的半精加工方法,常作铰削前的预加工,也可作为精度不高的孔的终加工。
扩孔方法如图7-4所示,扩孔余量(D-d),可由表查阅,。扩孔钻的形式随直径不同而不同。直径为Φ10~Φ32的为锥柄扩孔钻,如图7-5a所示。直径Φ25~Φ80的为套式扩孔钻,如图7-5b所示。
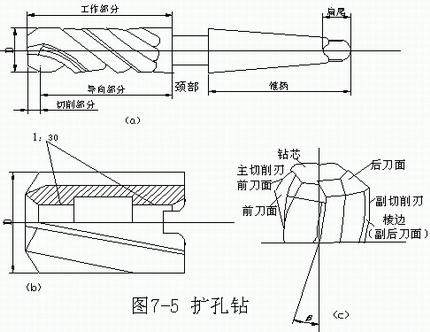
扩孔钻的结构与麻花钻相比有以下特点:
1.刚性较好。由于扩孔的背吃刀量小,切屑少,扩孔钻的容屑槽浅而窄,钻芯直径较大,增加了扩孔钻工作部分的刚性。
2.导向性好。扩孔钻有3~4个刀齿,刀具周边的棱边数增多,导向作用相对增强。
3.切屑条件较好。扩孔钻无横刃参加切削,切削轻快,可采用较大的进给量,生产率较高;又因切屑少,排屑顺利,不易刮伤已加工表面。
因此扩孔与钻孔相比,加工精度高,表面粗糙度值较低,且可在一定程度上校正钻孔的轴线误差。此外,适用于扩孔的机床与钻孔相同。
三、铰孔
铰孔是在半精加工(扩孔或半精镗)的基础上对孔进行的一种精加工方法。铰孔的尺寸公差等级可达IT9~IT6,表面粗糙度值可达Ra3.2~0.2μm。
铰孔的方式有机铰和手铰两种。在机床上进行铰削称为机铰,如图7-6所示;用手工进行铰削的称为手铰,如图7-7所示。
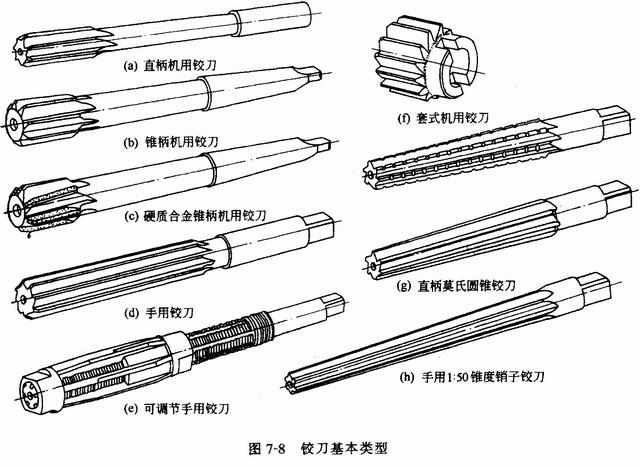
铰刀一般分为机用铰刀和手用铰刀两种形式。如图7-8所示。
机用铰刀可分为带柄的(直径1~20mm为直柄,直径10~32mm为锥柄,如图7-8a、b、c所示)和套式的(直径25~80mm,如图7-8f所示)。手用铰刀可分为整体式(如图7-8d所示)和可调式(如图7-8e所示)两种。铰削不仅可以用来加工圆柱形孔,也可用锥度铰刀加工圆锥形孔(如图 7-8g、h所示)。
1.铰削方式
铰削的余量很小,若余量过大,则切削温度高,会使铰刀直径膨胀导致孔径扩大,使切屑增多而擦伤孔的表面;若余量过小,则会留下原孔的刀痕而影响表面粗糙度。一般粗铰余量为 0.15~0.25mm,精铰余量为0.05~0.15mm。铰削应采用低切削速度,以免产生积屑瘤和引起振动,一般粗铰=4~10m/min, 精铰 =1.5~5m/min。机铰的进给量可比钻孔时高3~4倍,一般可0.5~1.5mm/r。为了散热以及冲排屑末、减小摩擦、抑制振动和降低表面粗糙度值,铰削时应选用合适的切削液。铰削钢件常用乳化液,铰削铸铁件可用煤油。
如图7-9a所示,在车床上铰孔,若装在尾架套筒中的铰刀轴线与工件回转轴线发生偏移,则会引起孔径扩大。如图7-9b所示,在钻床上铰孔,若铰刀轴线与原孔的轴线发生偏移,也会引起孔的形状误差。
机用铰刀与机床常用浮动联接,以防止铰削时孔径扩大或产生孔的形状误差。铰刀与机床主轴浮动联接所用的浮动夹头如图7-10所示。浮动夹头的锥柄1安装在机床的锥孔中,铰刀锥柄安装在锥套2中,挡钉3用于承受轴向力,销钉4可传递扭矩。由于锥套2的尾部与大孔、销钉4与小孔间均有较大间隙,所以铰刀处于浮动状态。
2.铰削的工艺特点
(1)铰孔的精度和表面粗糙度主要不取决于机床的精度,而取决于铰刀的精度、铰刀的安装方式、加工余量、切削用量和切削液等条件。例如在相同的条件下,在钻床上铰孔和在车床上铰孔所获得的精度和表面粗糙度基本一致。
(2)铰刀为定径的精加工刀具,铰孔比精镗孔容易保证尺寸精度和形状精度,生产率也较高,对于小孔和细长孔更是如此。但由于铰削余量小,铰刀常为浮动联接,故不能校正原孔的轴线偏斜,孔与其它表面的位置精度则需由前工序或后工序来保证。
(3)铰孔的适应性较差。一定直径的铰刀只能加工一种直径和尺寸公差等级的孔,如需提高孔径的公差等级,则需对铰刀进行研磨。铰削的孔径一般小于Φ80mm,常用的在Φ40mm以下。对于阶梯孔和盲孔则铰削的工艺性较差。
四、镗孔、车孔
镗孔是用镗刀对已钻出、铸出或锻出的孔做进一步的加工。可在车床、镗床或铣床上进行。镗孔是常用的孔加工方法之一,可分为粗镗、半精镗和精镗。粗镗的尺寸公差等级为IT13~IT12,表面粗糙度值为Ra12.5~6.3μm;半精镗的尺寸公差等级为IT10~IT9,表面粗糙度值为 Ra6.3~3.2μm;精镗的尺寸公差等级为IT8~IT7,表面粗糙度值为Ra1.6~0.8μm。
1.车床车孔
车床车孔如图7-11所示。车不通孔或具有直角台阶的孔(图7—11b),车刀可先做纵向进给运动,切至孔的末端时车刀改做横向进给运动,再加工内端面。这样可使内端面与孔壁良好衔接。车削内孔凹槽(图7—11d),将车刀伸入孔内,先做横向进刀,切至所需的深度后再做纵向进给运动。

车床上车孔是工件旋转、车刀移动,孔径大小可由车刀的切深量和走刀次数予以控制,操作较为方便。
车床车孔多用于加工盘套类和小型支架类零件的孔