这篇文来至于我们官网/技术资料/ 栏目下的:
埋置式铜螺母在安装过程中的一些问题及其解决方案
由于原文章太长,编辑起来真的好伤感情,索性移至博客版块,以下是正文:
有位使用者给我发来这个咨询,他是这样问的:

很显然,他使用的材料是PC,PC是一种非常有个性的材料,PC塑胶,即Polycarbonate,简称PC,为非结晶性热塑性塑料。它是一类分子链中含有碳酸酯结构的高分子化合物及以它为基础而制得的材料。按分子结构中所带酯基不同可以分为脂肪族、脂环族、芳香族和脂肪-芳香族等几大类。并以双酚A型聚碳酸脂为最重要,分子量通常为3-10万。由于其优良的机械性能,人们称其防弹胶。但是PC也有致命的缺点,(溶胶)流动性差,应力聚集不易扩散,成形收缩率低.
好在这位同行朋友采用的是模具注塑植入,即便是这嵌入工艺,也阻挡不了开裂来袭。
同理,在尼龙中加入玻纤也属于同类型案例。
——什么,这么变态?在尼龙中加玻纤?没错,还有人加增韧剂,甚至加矿粉呢,就差加点醋了。可怜的尼龙好欺负……
言归正传。
螺母在注入PC后,在冷却过程中,螺母与PC接合处产生了应力,事实上在冷却的当时就开裂就发生了,只是开裂程度不严重很多时候我们没有注意到。等过了几天,塑料性能稳定下来以及温度变化带来的时效处理效应,应力开始释放,开裂就明显了起来。如下图:
一般这个时候产品已经进入了终端客户或组装厂商那里去了,组装厂商的工程师一看,这TM什么情况,这谁家送来的塑料件,开裂成这样还好意思往我们这送,采购呢,你把供应商叫过来骂死他。。。。。。
每当这个时候,注塑厂的工程师就懵了,莫名其妙的挨了一顿骂就开始找原因,首先总是会看看塑料粒子,一看粒子的品牌,哎呀我去,德因拜耳呢,还是不要去问他们了,转身找金属嵌件是谁家做,什么?某某五金厂,肯定是他把我害惨了,遂拿起电话一顿骂:@#%……%%%@!@*(此处省略1万字)
五金厂的老板心想,我按你图纸做的,我怎么知道你开裂不开裂,一个螺母才赚你几分钱你干嘛这么凶,于是乎……他把电话挂了![]() ……
……
工程师没招了只好到网上找资料,好在我没事喜欢写写文章分享工作经验,这不,你能看这到文字说明你此时正在气头上……
于是乎,工程师都会急于问我关于塑料开裂的解决方法:
于是乎,我就开始做公益解答。
什么?公益?你也许会问:“难道你帮客户解决问题,客户不会一并把嵌件给你做吗?”
朋友,navie!这里面水深着呢!后面再说怎么回事,先将解决方案的图贴出来:
显然,用户犯了第一个错误,嵌件在放入模具前没有预热,你知道没有预热是什么效果吗,就好比你夏天吃冰棒………
哦不对,没有经预热的金属嵌件与熔胶结合后,两都的热胀冷缩是不同步的,这里的不同步包含两个方面:1是温度的不同步,2是热胀冷缩系数不同步。注塑件成品冷却后,通过高倍光学放大镜可以看出金属与PC的裂缝,残存的应力观察不到,但通过超声波振动释放应力可见明显开裂。
解决方案1:就是将金属嵌件螺母预热,一般PC熔胶温度在230-300度,故建议金属嵌件温度为200度左右。至于怎么个预热法,这个我就不于谈及了,反正不是什么太麻烦的事,倒是工人操作时要戴隔热手套,以及操作过过程中的防止安全事故发生,我所说的安全事故不是指烫伤————烫伤不会伤到哪去,倒是要防止手款卡在模具上发生夹意外。
解决方案2是,金属件的材质务必是铜的,当然,该用户也确实用的铜螺母:
铜的导热性较其它材料如不锈钢或碳钢要好。
注意,即使做到了以上两点,也不代表解决了开裂问题,一般情况下,如果塑料的PC含量不是很高(到含量多少算高呢,这个……我也没经验啊,你知道,我们是嵌件的,还没专业到那个地步)的情况下,这些方案可以改善.如果PC含量高或纯PC,那只能变通嵌入方案了。
接下来,谈谈变通方案:
1,是直接冲床压入。塑料件成型冷却一段时间后(注:不要成型就马上压哦,最后等个一两天,前面说的原因,你懂的).塑胶件预留孔,孔的尺寸设计与螺母外型尺寸相适配,说起适配又是一个话题,我回头有空了整理。
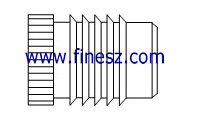
嵌件螺母的外型设计成这样:
成品大约长这样的:

塑胶预留孔,做成圆柱状即可,不必要留有倾斜度。然后冲床定位好直接冲压,使之铆紧。遗憾我没有做过测试,在此不能提供相关的安装与拉出力数据,由于嵌入工艺弹性很大,即使有参数也很难准确。
变通方案2:自攻嵌入
嵌件设计成内外螺纹的样式,外螺纹锋利,来看看这个图片:

将嵌件制作成峰利的15度角外螺纹,通过电动工具直接拧入预置的塑料孔。原理类似于螺纹护套。
方案3:回火
什么,塑料也能回来吗?
回火,又称退火。金属热处理工艺的一种。将经过淬火的工件重新加热到低于下临界温度的适当温度,保温一段时间后在空气或水、油等介质中冷却的金属热处理。或将金属加热到适当温度,保温若干时间,然后缓慢或快速冷却。一般用以减低或消除淬火钢件中的内应力,或降低其硬度和强度,以提高其延性或韧性。根据不同的要求可采用低温回火、中温回火或高温回火。通常随着回火温度的升高,硬度和强度降低,延性或韧性逐渐增高。
显然,回火是金属热处理的概念,但是正是基于金属热处理回火这一原理,我们将残留内应力的塑胶回火消除其内应力。具体回火温度与时间控制没有标准,基于经验我们以玻纤含量30%的PA为例:
回火温度:100~120摄氏度
保温时间:30-120分钟
冷却方式:空冷、自然冷却
经过以上回火处理过的工件应力能得到很大的消除与释放。那是否完全解决了开开裂这个核心问题呢?理论上是解决了,但在具体操作中,作为工程师的你还要进一步对结果进行验证。并根据验证反馈再改善工艺,总之,到这一步就离成功差不远了。
关于PC嵌入螺母开裂这档子事,到这,基本就结束了,如果有什么问题,可以通过下面的留言提交.
哦对了,
前面说到”navie,这里面水深着呢”,是怎么回事呢?接下来,我将揭露这个行业不可告人的、最为阴暗的、有关回扣与非法交易的潜规则,那就是:
——你想多了,我其实就是卖个关子的 =^_^=
没有什么潜规则,也没有什么回扣,我们所接触到的大都是注塑厂的一线工程师,而这些厂都不大,工程师相对单纯很多——我不是说大公司的工程师就不单纯了——大厂我接触的不多。
我写博客分享经验能替人提供思路或解决问题的同时,有时候这些工程师也会向我索取一些样品什么的,偶尔也能促成一些业务的机会,也是一件有意义的事。
最后一点说明,本人在生活中是很沉闷的人,但写起文章来有些话痨+喜欢跑题,姑且凑和着看吧,这种风格也是在防止互联网抄袭的斗争中养成的习惯。
2018年5月9日,留言版中有位叫“易海”的朋友提出有一种“预涂胶水”的方案,可以增加塑胶与金属嵌件的强度,请参考下面的留言记录,红色文字是该单位的联系方式。
PC+10% GF产品, 在欧洲地区使用, 固定在外面安装。使用了3-4年, 出现螺纹嵌件处的塑料壳开裂,可能是什么原因呢?
PC、Glass Fiber本身易开裂。用了3-4年裂应属于正常老化吧。
大神啊,请收下我的膝盖
80%PC+20%ABS工程塑胶料,注塑成型外壳有嵌件,嵌件有预热。产品放置3个月左右出现裂缝,基本出现在嵌件周围。请大神解答,有没有对外壳来料进行检测的方法判断多久出现开裂?望回复,不胜感激!QQ671586824
这位朋友,80%PC含量太高了,开裂是很有可能的,至于你问的判断“多久开裂”的方法,这个估计没有方法,只能慢慢观察。
如果你不能接受后期植入嵌件的话,我倒是建议你偿试一下分阶段冷却,即塑胶件出模后第一时间置入100-200度(请自行凭估后调整)的烘箱保温1小时左右再自然冷却,如果你有条件,多阶段冷却或许更好,这样做的目的是尽量释放应力,使塑胶件性能稳定下来,当然这只是改善,能否完成达你的工程要求不确定。
至于后期植入嵌件,那是另一个工艺了,可参考一下这种嵌件: http://www.finesz.com/lengya.php
你的问题解决了吗,和我的非常相似,我也在寻找解决办法呢
您好,请问解决了吗,我也遇到这个问题
你写的又通俗又有意思,受教了
但那个单词真的不是naive吗?
还真是naive, ,让您看笑话了
,让您看笑话了
大神您好,我是做化学胶水的,受一个客户委托研发了一种嵌件注塑用界面剂,水性单组份,主要用于增加金属与多种塑料材质(例如玻纤尼龙混料)注塑结构强度或需密封要求场合,因为该产品和我司现有产品体系不同,故给你留言,想问下以您的经验判断,该产品在注塑领域是否有推广的价值。万分感谢
1,如果你的药水能真正提供“金属嵌件与破纤塑胶结构强度与密封”(即我们常说的“开裂”)的解决方案的话,毫无疑问,对需要的用户而言是很有意义的.
2,至于你说推广(即市场价值),我感觉这个产品受众太小,行业太细分化了,可能很难碰到需求方,当然一当帮客户解决了问题却又很有价值,这个定位有点尴尬。
3,我倒是很好奇这个胶水是怎么使用的,你知道嵌件植入塑胶的时候温度很高,这个胶水耐高温吗会蒸发吗?它的涂覆工艺是怎么样的是否具有可行性可靠性实用性?
4,PS我不是大神,业界小学生而已。对了,如果你研发出来并经验证有效的话,我可以(免费)将你的信息和解决方案在本文章处与大家分享。
使用起来还是挺方便的,这个胶水是分段固化的,可以将此产品涂抹或者喷涂在零件需注塑表面(白色),烘烤80度30-45分钟或自然晾干一天(视空气湿度),水分蒸发以后会变成固体薄膜状(变透明)贴敷在零件表面,然后就可以进行注塑加工了,在注塑加工过程中,胶水在注塑高温过程中二次固化作为中间介质抓牢嵌件和注塑材料。
是不是可以这样理解:将胶水喷涂在塑胶件预留孔的内壁,胶水变干后即可热烫植入金属嵌件?
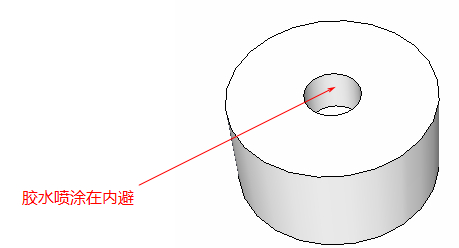
(上图中有个字写错了,应为内“壁”,懒得改图了,特此说明)
我们客户零件可能和你不太一样,他们是将胶涂覆在金属表面然后烘干,接着加压注塑(因为我对注塑工艺了解不多,可能有偏差,见谅),但大致思路和您这个在塑胶件上涂胶再压入嵌件是类似的,只是方式不同。
哦,你说的是通过“将金属嵌件定位在模具里,然后注胶成型”的方式植入金属嵌件(我们称之为模具植入),我上面的图指的是塑胶件先成型(成型的时候留个预留孔)然后将金属嵌件加热压入孔内(称之为热熔或热烫植入)。
你的意思是将胶水涂在金属嵌件表面,变干后,模具植入。请问胶水涂覆在金属嵌件表面的时候是否会导致内螺纹粘上胶水,对内螺纹精度及外观是否有影响?
工艺区别已了解,谢谢你的解惑。按您所说的内植入的工艺流程,对内螺纹应该影响不大,因为烘干过程可以通俗理解为脱水附着,固体物并没有固化而是像蜡质材料附着在金属表面,而真正固化是需要加热(利用注塑高温及冷却过程中的余温)才能真正起作用的,所以零件在没有植入热熔之前都是可以去除掉的。
我关心的正是“真正固化”后,螺纹内的胶水(如果前期有残留的话)固体是否会影响螺纹的精度,即螺纹塞规通不过。
我基本明白你的意思了,我没有见过也不能验证你的解决方案,不过,这种思路至少提供了一种可能性。
不介意的话,将你的联系方式(公司名手机QQ等)以留言的方式回复在这里吧,如果用户有看到以上信息不明白的话可以联系你。当然,我公司不为任何第三方的真实性担保,用户联系请慎重。
谢谢你一次次耐心回复,不胜感激。如果真的有残胶在内螺纹内并被加热固化,确实很难清除,强度高本来就是这个产品的特点之一,所以我觉得热熔工艺使用的话,可能确实是你先前所说喷涂在塑胶表面更合适些,亦或者采用金属零件浸涂工艺,杜绝胶水进入内螺纹的可能。
PS:我的公司名:上海易海精细化工有限公司 QQ号:13922903 敝姓马,如果有朋友对这个工艺有兴趣,不吝给予指点和建议那是再好不过,我司可以免费提供样品。
不好意思,前面在和研发同事聊起热熔植入讲胶水涂覆在塑胶件的方法,被他提醒这个方式可行性不高,因为按照您的解释,热熔植入是先加热已成型的塑胶,那胶水在你加热塑胶还未压入螺母的时候可能已经二次固化了。
马先生,热熔或热烫植入仅加热金属嵌件,不加热塑胶件。但塑胶件预留孔壁在被压入的过程中会软化(因为嵌件是热的)。
请教一下:我也是一款PC+ABS注塑铜螺母开裂,PC70%+30%ABS,现在急出货改用热熔螺母,但是热熔螺母拉力不够,跌落试验被拉出,请问有什么可以增强拉力的方法,或者避免开裂的方法?QQ236037509
你的问题解决了吗
大神您好,PC材料产品有金属嵌件易裂,但回火后性能会有改善,请问是否产品脱模后马上进烘箱,还是等满盘后最烘有区别吗
被此博客圈粉~~~
业界大神人物,厉害
你好,楼主,请教一下,注塑后超声波振动释放应力的测试方法和标准是什么呢?我们有一个内嵌金属件的PC塑胶后壳,在注塑一年后出现了开裂,现在改了塑胶材料减小其和金属材料的差值。注塑之后又做了30S和3min的冰醋酸试验,然后做了-40~80℃的冷热冲击试验,均没有发现开裂。现在想再做下超声波振动释放应力的试验。求教一下!感谢!
@郑 你好。很抱歉,我也不知道相关标准。
超声波振动释放应力有效果吗?频率和时间如何确定呢?
楼主请问下,铜螺母预热,对塑料成型一星期后再热熔有助于防止开裂吗?上面所分享的是模具嵌入铜螺母必须预热。
如果是热熔过程的话,有什么方法可减低柱子开裂的风险?谢谢!
@小弟 你好。
我不确定一周后再次加热螺母对塑胶开裂的影响。如果塑胶零件不大且允许的话,可以在热熔后立即对整个塑胶零件进行保温处理(具体温度自行确定)。
另外,我们有些客户是这样处理的:
1,通过给BOSS柱设计加强筋或增加BOSS柱的肉厚来解决BOSS柱开裂。
2,加大塑胶孔径、或减小螺母的外径, 或调整螺母的高度(其实三这个要素的目的都是一个意思),在保证嵌件工程性能的条件下,选择一个最佳平衡点。
还有需要提醒的是:铜螺母务必、务必、务必(重要的话说三次)不能有油;塑胶粒子要选好一点的,不同厂商的粒子在开裂性上有很大的差异。
谢谢楼主的意见。已经交代供应商清洗铜螺母后确保无油。
关于加热,其实我的意思是,如果是热熔过程,热熔前先对铜螺母加热,后再热熔,对柱子开裂问题有帮助吗?如果有,温度应该设置在哪个范围?谢谢~
@小弟 你好。不客气。
我们这个行业有个普遍现象就是采用去渍油(一种类似汽油的挥发性油渍)清洗螺母,这种清洗工艺不光成本高,而且很做难到完全无油。工人在作业中如果发现手指头变黑或有油腻那就代表表面不够干净。
先加热再施压是正常操作啊,难道你的工艺是螺母还没加热到适当温度就开始施压?热熔机的温度设置,不同的材料温度不同,如果你的材料是PC的话(我猜的哈),热熔温度300左右。
谢谢楼主的分享。螺母厂商有提到使用超声波清洗。自从最近有PC塑料热熔后发现柱子开裂的客户投诉,我们的工艺才开始导入加热螺母后热熔。加热的适当温度应该设置多少?我们目前只设置130° (螺母加热温度应该和热熔温度一样,300°?)
@小弟 你好。
我们有些客户争对PC时热熔机的温度设置是300°,即热熔机导热头的恒定温度,传导至螺母后螺母的温度一般保持在230-240° (BOSS柱比较薄的情况下),或260-270° (BOSS柱比较厚的情况下)。
你所采用的热熔设备应该是先将螺母加热至一定温度,再直接压入,不需导热过程。我猜测你的设备压头是没有温度的,这种条件下,螺母一当离开加热腔以及接触塑胶孔壁的瞬间,螺母很快发生热损失。这种情况下螺母在加热腔的温度建议为400°,如果螺母需要压入很深,温度可能需要更高一点。
如果你的设备压头是有温度的,建议压头温度230-240之间(螺母本身加热至400度的条件下),总之,保持螺母在压入过程中温度处于230-270之间。另外,压入速度适当慢点,可以降低PC内应力减少开裂。
楼主你好,谢谢你的解答。我的热熔设备是高温的,通过高温软化PC塑胶孔壁导入螺母,不是直接压入的。
这种情况下,建议螺母加热至400°?(只要螺母温度保持在230-270°?)
谢谢你的分享~
@小弟 你好
你的意思是“不仅预热了螺母,还预热了塑胶孔壁”吗?我有点绕晕了 。 螺母、塑胶孔壁、导热压头这三者到底哪个是预热的,亦或是三者都是?温度又各多少?
。 螺母、塑胶孔壁、导热压头这三者到底哪个是预热的,亦或是三者都是?温度又各多少?
总之一个原则吧,螺母在嵌入PC的过程中,螺母的温度建议保持在230-270°。
参考一个视频,如果基材是PC,视频中的导热压头温度300°左右,螺母温度为230-270(视壁厚调整):

您好,附件中是我们一个新产品上准备用的铜螺母,植入方式是模内注塑。塑料材质是Sabic EXL5689,是PC+9%GF的。铜螺母周围是1.8mm的壁厚,产品整体平均厚度是3mm。请问会有应力大导致螺柱开裂的风险呢
附件: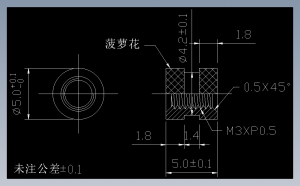
@匿名 你好。我不能确定。这取决于塑料本身特性,我对该材料缺少认知。