《普通钳工》 | 第四章 孔加工(第一节 钻孔)
一、孔的加工概述
孔的加工是钳工工作的重要内容之一。孔的加工方法大致可分为两类:一类是在实心材料上加工孔,即钻孔。另一类是对孔进行再加工,即扩孔、锪孔、铰孔。
孔的加工如图4.1所示。
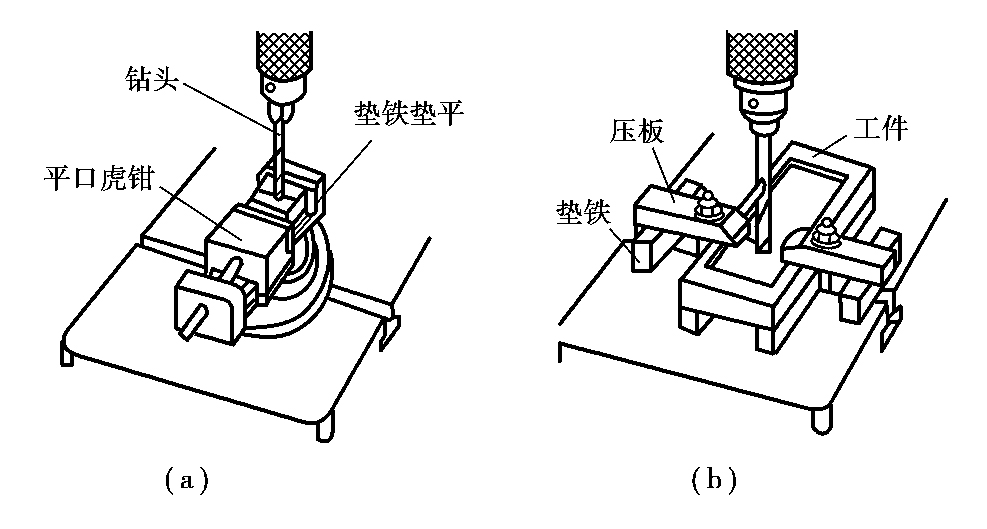
图4.1 孔的加工
钻孔时,是依靠钻头与工件之间的相对运动进行切削,其切削运动由两个运动组成,如图4.2所示。
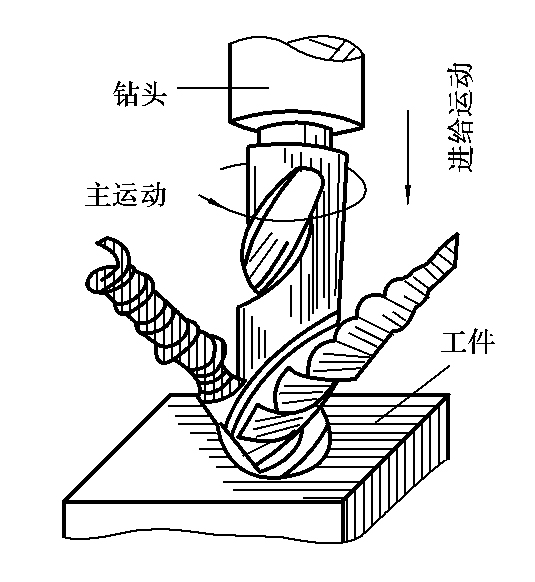
图4.2 钻头运动
(1)主运动。即钻头的旋转运动。
(2)进给运动。使被切削金属继续投入切削的运动,即钻头的直线运动。
孔加工的设备就是第二章所讲的钻床。
二、麻花钻
1.麻花钻的构造
麻花钻分为直柄麻花钻(图4.3)和锥柄麻花钻(图4.4)两类。直柄钻头直径在13毫米以内,钻头直径大于13毫米的一般都采用锥柄。
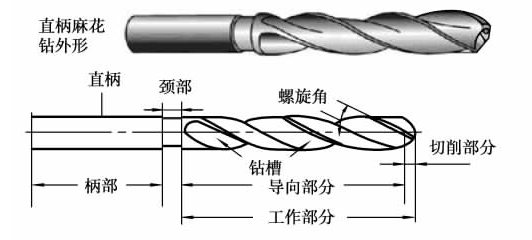
图4.3 直柄麻花钻
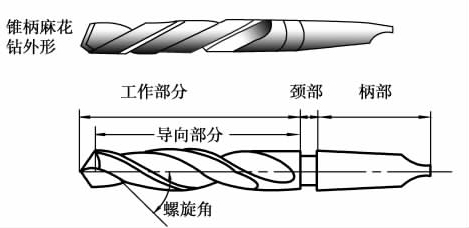
图4.4 锥柄麻花钻
麻花钻是应用最广的钻头,它由3个部分组成:
(1)柄部。柄部是被机床或电钻夹持的部分,用来传递扭矩和轴向力。锥柄的扁尾既能增加传递的扭矩,又能避免工作时钻头打滑,还能供拆钻头时敲击之用。
(2)颈部。位于柄部和工作部分之间,其作用是磨削钻头时,供砂轮退刀用,还可用来刻印商标和规格。
(3)工作部分。工作部分是钻头的主要部分,由切削部分和导向部分组成。
导向部分,如图4.3,图4.4所示。导向部分在钻孔时,起引导钻削方向和修磨孔壁的作用,同时也是切削部分的备用段。请注意:棱边的外缘不是圆柱形而是磨成倒锥形,即直径向柄部逐渐减小。其作用主要是减少钻头与孔壁的摩擦。另外为了加强钻头的强度和刚度,把钻心的直径制成向柄部逐渐增大。
切削部分。切削部分如图4.5所示,切削部分承担主要的切削工作。
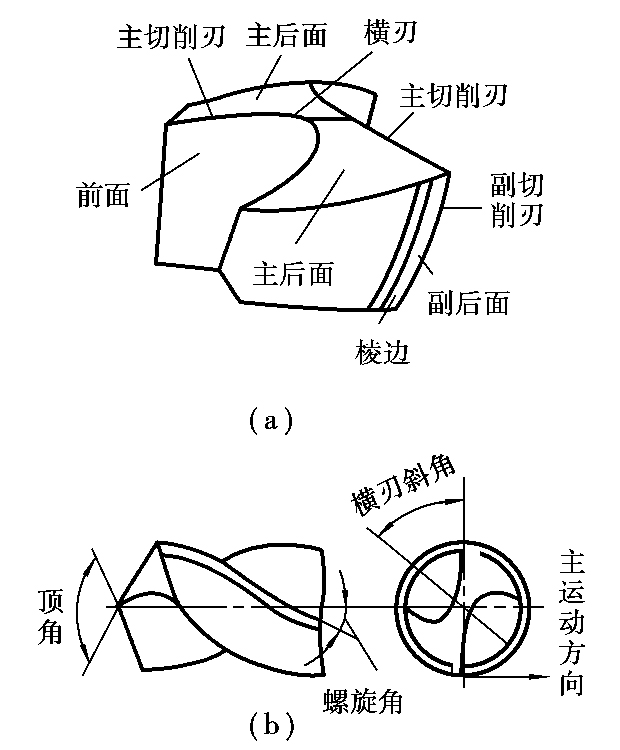
图4.5 钻头切削部分的几何形状(a)麻花钻的角度(b)麻花钻外形图
2.麻花钻切削部分的几何要素
麻花钻切削部分如同正反两把刀,它的几何角度与车刀类似,其切削部分各部分名称如图4.5所示。
(1)螺旋槽。麻花钻有两条螺旋槽,其作用是构成切削刃,排出切屑输送切削液。
(2)前刀面。麻花钻的螺旋槽表面。
(3)主后刀面。麻花钻顶部的螺旋圆锥面。
(4)主切削刃。前刀面与后刀面的交线。
(5)顶角。顶角是两主切削刃在通过麻花钻轴线并与两主切削刃平行平面上的投影所成的夹角。标准麻花钻的角度是118度±2度。
顶角的大小可根据所加工材料的性质,由钻头刃磨时决定。一般钻硬材料要比钻软材料大些。
(6)前角。前角是前刀面与基面间的夹角。主切削刃上各点的前角不等,外缘处的前角最大。前角愈大,切削愈省力。
(7)后角。钻头切削刃上某一点的后角是指圆柱截面内后角的切线与切削平面之间的夹角。主切削刃上各点的后角不等。
后角的大小影响着钻头后面与工件表面之间的摩擦程度。后角愈小,摩擦愈严重,但切削刃的强度愈高。因此钻硬材料时,后角可适当小些,以保证刀刃强度。钻软材料时,后角可稍大些,以使切削省力。钻有色金属材料,后角不能太大,以免产生扎刀现象。
(8)横刃。两主切削刃在中心处的连线。
(9)横刃斜角。横刃与主切削刃之间的夹角称为横刃斜角。标准麻花钻的横刃斜角是50~55度。
(10)棱边。在麻花钻的导向部分制出的两条略带倒锥的刃带。
3.标准麻花钻的缺点
(1)定心不良。由于横刃较长,横刃处存在较大的负前角,使横刃在切削时处于挤刮状态,产生较大的轴向抗力,使钻头在钻削时产生抖动,而且切削发热。
(2)主切削刃上各点切削性能不一致。外缘处前角大,刀刃薄,而且切削速度高,磨损严重;而接近钻心处前角为负值,切削性能差,刀刃磨损也严重。
(3)棱边较宽。棱边与孔壁摩擦严重,容易发热和磨损。
(4)主切削刃过长。易引起切屑变形,堵塞容屑槽,造成排屑困难。
因此,标准麻花钻在使用前必须刃磨。
4.麻花钻的修磨
(1)修磨横刃。其目的是把横刃磨短,使靠近钻心处的前角增大。一般直径5毫米以上的钻头均需修磨横刃,修磨后使横刃长度为原来的1/3~1/5,以减少轴向阻力,提高钻头的定心作用和切削的稳定性。如图4.6所示。
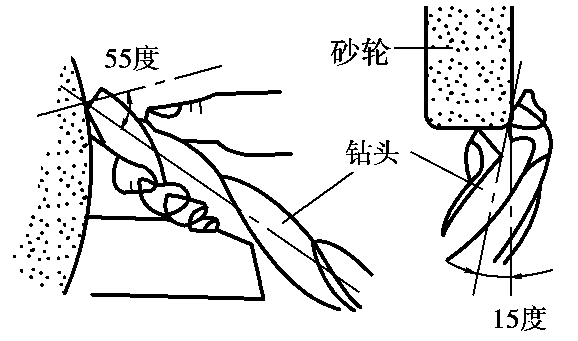
图4.6 修磨横刃
(2)修磨主切削刃。其目的是增强切削刃的长度,增大刀尖角,从而增强刀齿强度,改善散热条件,增强主切削刃与棱边交角处的抗磨性,提高钻头的使用寿命,如图4.7(a)所示。
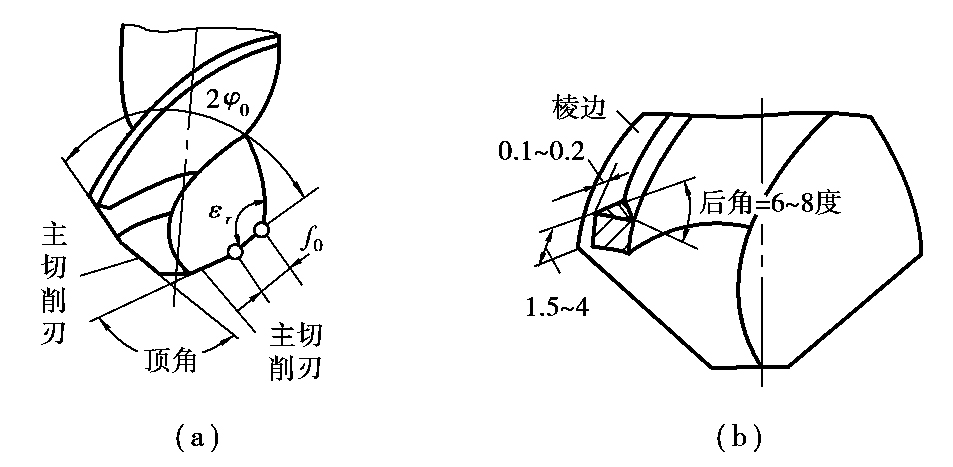
图4.7 修磨主切削刃和修磨棱边(a)修磨主切削刃(b)修磨棱边
(3)修磨棱边。其目的是减少对孔壁的摩擦,提高钻头的耐用度。在靠近主切削刃的一段棱边上磨出副后角6~8度,并保留棱边宽度为原来的1/3~1/2。如图4.7(b)所示。
(4)修磨前刀面。其目的是在钻削硬材料时可提高刀齿的强度;在钻削软材料时还可以避免切削刃过于锋利而扎刀。修磨时,将主切削刃的外缘处的前刀面磨去一块,以减小此处的前角。如图4.8(a)所示。
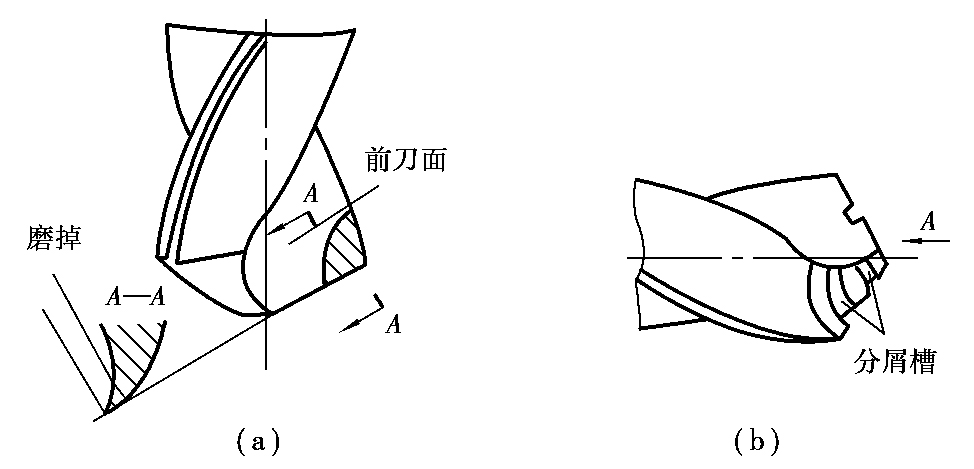
图4.8 修磨前刀面和修磨分屑槽(a)修磨外缘处前刀面(b)修磨分屑槽
(5)修磨分屑槽。其目的是为了使宽屑变窄,便于排屑。修磨时,在两个后刀面上磨出几条相互错开的分屑槽。如图4.8(b)所示。
带分屑槽的钻头尤其适合钻削钢材。
5.其他钻头简介
(1)群钻。群钻是我国广大钻工通过长期的实践和研究,吸取群众智慧,对麻花钻实行革新的一种新型钻头。群钻主要用于钢材的钻削,它效率高,寿命长,加工质量好。
群钻分为标准群钻和薄板群钻。
(2)硬质合金钻头。硬质合金钻头是在麻花钻的切削部分嵌焊一块硬质合金刀片。它适合于钻削很硬的材料。由于硬质合金钻头的耐磨性好,也适合高速钻削铸铁。
6.装夹钻头的工具简介
(1)钻夹头。如图4.9(a)所示。
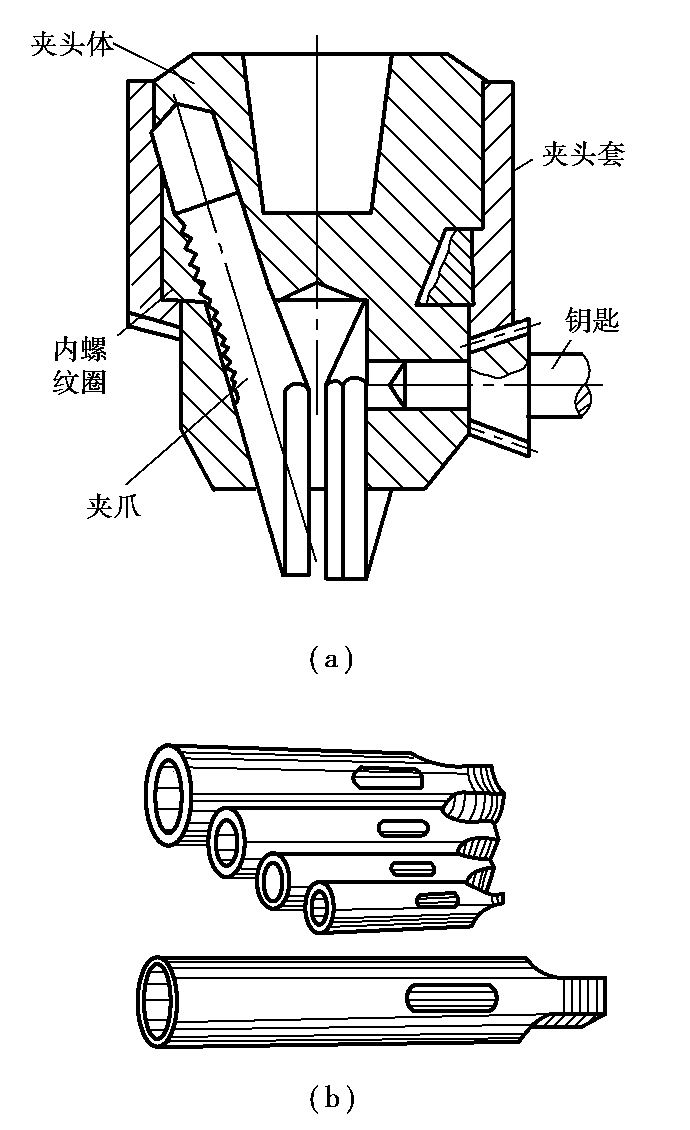
图4.9 钻夹头和钻头套(a)钻夹头(b)钻头套
钻夹头是用来装夹13毫米以内的直柄钻头。
(2)钻头套。如图4.9(b)所示。
钻头套是用来装夹锥柄钻头。把较小的钻头柄装到相应的钻头套内,把钻头套连同装的钻头柄一起装入到转轴较大的锥孔内。
钻头套共分5种,如表4.1所示,工作中应根据钻头锥柄莫氏锥度的号数,选用相应的钻头套。
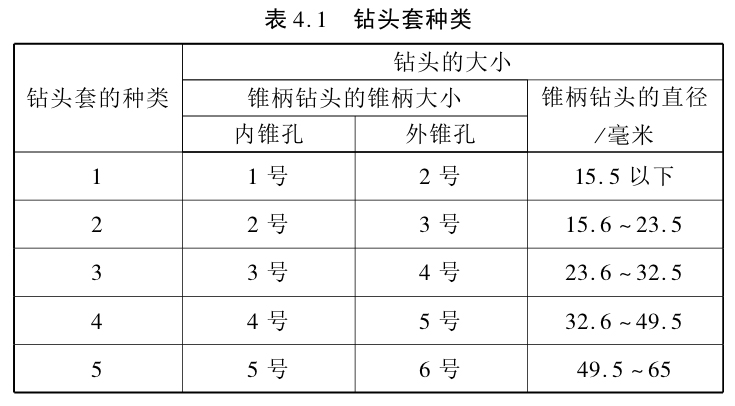
一般立式钻床主轴的锥孔为3号或4号,摇臂钻主轴的锥孔为5号或6号莫氏锥度。
当用一个钻头套,有时不能直接与钻床主轴锥孔相配时,就要把几个钻头套配接起来应用,或用特制的钻头套。
(3)快换钻夹头。快换钻夹头,如图4.10所示。
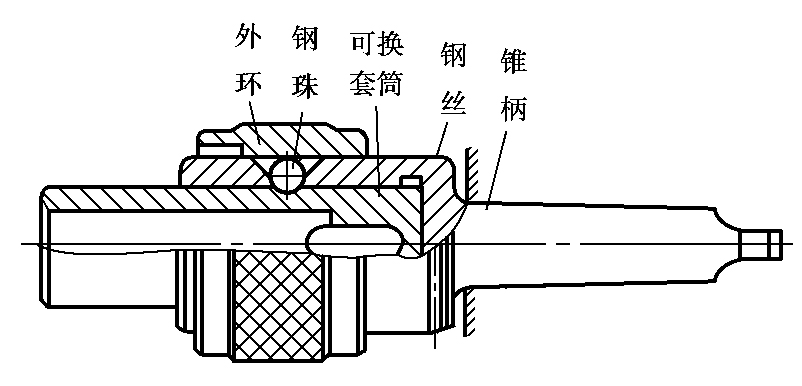
图4.10 快换钻夹头
在钻床上加工同一工件上许多大小不同的孔时,需要调换直径不同的钻头(或铰刀等)。如用普通的钻夹头或钻头套来装夹刀具,在停车换装钻头时很费时间,而且多次借助于敲打来装卸刀具,不仅容易损坏刀具和钻头套,而且还会影响到钻床的精度,此时,就可使用快换钻夹头。
三、钻孔时的冷却与润滑
1.切削液的作用
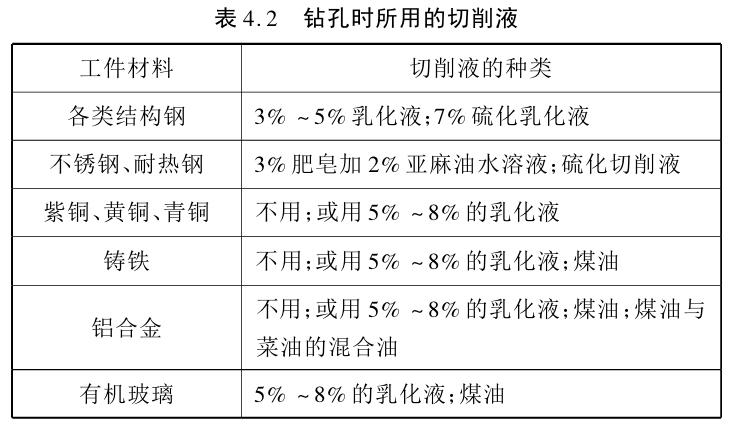
切削液在钻孔时,有冷却、润滑、洗涤等作用。
2.切削液的种类及选用
钻削不同材料时,所用切削液的种类和作用不一样,切削液的使用见表4.2。
四、钻孔时切削用量及选择
1.切削用量的概念
钻孔时的切削用量主要指切削速度、进给量和切削深度。
(1)切削速度。是指钻削时钻头切削刃上任一点的线速度。一般指切削刃最外缘处的线速度。
它可由下式计算:
切削速度=(π×钻头直径×钻头的转速)÷1000
公式中:钻头直径的单位是毫米。
钻头的转速的单位是转/分。
切削速度的单位是度米/分。
(2)进给量。是指钻头每转一周向下移动的距离,单位是毫米/转。
(3)切削深度。一般指工件已加工表面和待加工表面间的垂直距离。钻孔时的切削深度等于钻头的半径。
2.切削用量的选择
选择切削用量的目的,是在保证达到加工精度和表面粗糙度,保证钻头合理耐用度的前提下,最大限度地提高生产效率,同时不允许超过机床的功率,不允许超过机床、刀具、工件、夹具等的强度和刚度。
钻孔时,由于切削深度已由钻头直径所定,所以只需选择切削速度和进给量。
选择切削用量的基本原则是:在允许的范围内,尽量先选较大的进给量。当进给量受到表面粗糙度及钻头刚度限制时,再考虑选择较大的切削速度。
五、钻孔时工件的夹持
1.用手握持
一般钻8毫米以下的小孔,工件又能用手握牢时,就可以用手拿住工件钻孔,工作比较方便。但是工件上锋利边角要倒钝,当孔将要钻穿时,要特别小心,以防发生事故。
有些长工件虽可用手握住,但最好在钻床台面上再用螺钉靠住,这样比较安全可靠。如图4.11(a)所示。
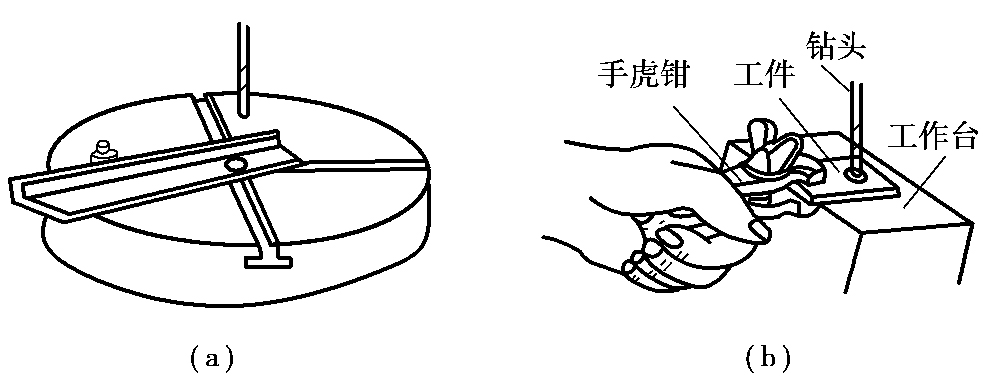
图4.11 长工件的夹持和用手虎钳夹持工件(a)长工件用螺钉靠住(b)用手虎钳夹持工件
钻孔时不能用手握住的工件,必须采用下列方法来夹持。
2.用手虎钳夹持
钻孔直径超过8毫米或手不能握住的小工件钻孔时,必须用手虎钳[图4.11(b)]或小型台虎钳等来夹持工件。在平整的工件上钻孔时,一般可把工件夹在平口钳[图4.1(a)]上。孔较大时,可用平口钳用螺栓紧固在钻床工作台上。
3.用V形架配以压板夹持
对圆柱形工件钻孔,可把工件放在V形架上并配以压板压牢,以免工件在钻孔时转动。如图4.12,4.13所示。
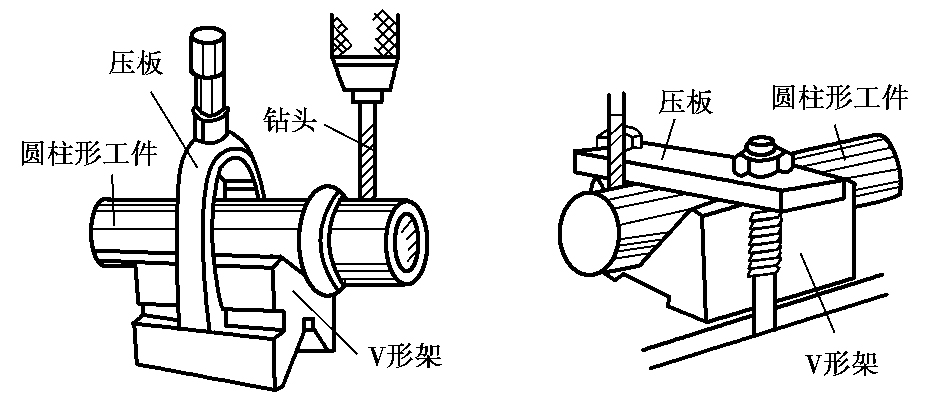
图4.12 V形架配以压板夹持圆柱形工件(一)
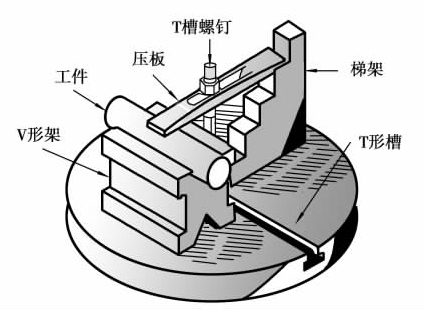
图4.13 V形架配以压板夹持圆柱形工件(二)
4.用搭压板夹持
钻大孔或不便用机虎钳夹紧的工件,可用压板、螺栓和垫铁把它固定在钻床工作台上。如图4.1(b)所示。
对已精加工过的压紧表面,应垫以铜皮等物,以防压出印痕。