

数控车床在对内孔进行车削是加工生产中常见的一种加工方法。在对内孔进行车削的时候需要了解内孔加工用的刀具、内孔加工的工艺、内孔测量用量具以及内孔加工质量等相关内容。下面莫莫就来给大家说说数控车床内孔车削加工如何编程。
一、内孔加工用刀具
根据不同的情况,内孔车刀可以分为通孔车刀和盲孔车刀。
1、通孔车刀
为了减小径向切削力,防止振动,通孔车刀的主偏角一般为60—75度,副偏角为15—30度。为了防止内孔车刀后刀面和孔壁摩擦又不使后角磨得太大,一般磨成两个后角。

2、盲孔车刀
盲孔车刀是用来车盲孔或台阶孔的,主偏角为90—93度,刀尖在刀杆最前端,刀尖与刀杆外端的距离小于内孔半径。
二、内孔加工工艺
车孔是常用的孔加工方法之一,可用作粗加工,也可用作精加工。为了增加车削刚醒,防止产生振动,要尽量选择粗的刀杆,装夹时刀杆伸出长度尽可能短,只要略大于孔深即可。刀尖要对准工件中心,刀杆与轴心线平行。为了确保安全,可在车孔前,先用内孔刀在孔内试走一遍。精车内孔时,应保持刀刃锋利,否则容易产生让刀,把孔车程锥形。
三、内孔车辆用量具
孔径尺寸精度要求较低时,可采用钢直尺、内卡钳或者游标卡尺测量,精度要求较高时,可用内径千分尺或内径量表测量,标准孔还可以采用塞规测量。
1、游标卡尺:
游标卡尺测量孔径尺寸时注意尺身与工件端面平行,活动量爪沿圆周方向摆动,找到最大位置。

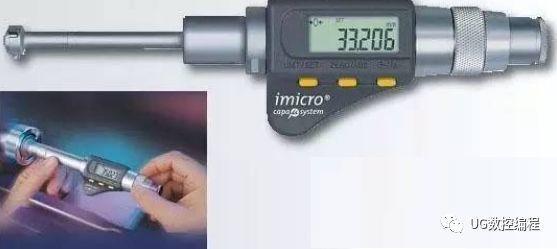
2、内径千分尺:
这种千分尺刻度线方向和外径千分尺相反,当微分筒顺时针旋转时,活动爪向右移动,量值增大。
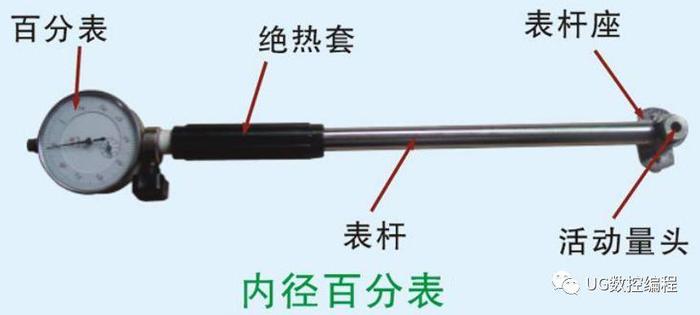
3、内径百分表:
内径百分表将百分表装夹在测架上构成。测量前先根据被测工件孔径大小更换固定测量头,用千分尺将内径百分表对准“零”位。摆动百分表取最小值为孔径的实际尺寸。
4、塞规:
由通端和止端组成,通端按孔的最小极限尺寸制成,测量时应塞入孔内,止端按孔的最大极限尺寸制成,测量时不允许插入孔内。当同端能塞入孔内,而止端插不进去时,说明该孔尺寸合格。

四、内孔加工质量分析
1、内孔尺寸精度超差:
主要是由于没有仔细测量或测量方法有误造成。
2、孔有锥度:
可能是由于切削用量选择不当,车刀磨损,刀刃不够锋利,刀杆刚性差而产生让刀等原因造成,车床主轴轴线歪斜,床身导轨严重磨损也是造成所加工孔有锥度的原因。
3、孔表面粗糙度超差:
可能是由于切削用量选择不当,产生积屑瘤;或车刀磨损,刀刃不够锋利,切削时刀杆振动造成。
本文来自莫莫的微信公众号【UG数控编程】,关注后可领取教程。
- 01 新央企正式挂牌成立,“一把手”亮相
- 02 最后时刻身边携带枪支、薄荷糖……细节还原辛瓦尔遇袭身亡全过程
- 03 五问“离岗16年仍有铁饭碗”事件:什么“神仙”企业?
- 04 中国科学家让“死亡”50分钟猪脑“复活”
- 05 韩情报机构称朝鲜首批1500名士兵已抵俄 将投入俄乌作战前线
图片新闻
 广西桂林:龙脊梯田层层叠叠漫山铺金
广西桂林:龙脊梯田层层叠叠漫山铺金
 山西运城:七彩盐湖雨后水面“晕染”瑰丽多彩
山西运城:七彩盐湖雨后水面“晕染”瑰丽多彩
 贵州安顺:黄果树瀑布现彩虹 游客观赏打卡
贵州安顺:黄果树瀑布现彩虹 游客观赏打卡
 湖南张家界国家森林公园雨后云雾飘渺如水墨画
湖南张家界国家森林公园雨后云雾飘渺如水墨画
 以总理和拜登通话
以总理和拜登通话
 哈马斯领导人辛瓦尔被击杀
哈马斯领导人辛瓦尔被击杀
 15岁少年无证驾驶致3死
15岁少年无证驾驶致3死
 小学副校长被控性侵女学生
小学副校长被控性侵女学生
新媒体实验室
-
 朋友圈47%的内容在炫耀
朋友圈47%的内容在炫耀
-
 近300起杀妻案如何判罚
近300起杀妻案如何判罚
-
 谈恋爱反降低生活质量?
谈恋爱反降低生活质量?
-
 全国最能吃的省市竟是它
全国最能吃的省市竟是它
-
 性犯罪者再犯几率达12.8%
性犯罪者再犯几率达12.8%





举报邮箱:jubao@vip.sina.com
Copyright © 1996-2024 SINA Corporation
All Rights Reserved 新浪公司 版权所有
