


点位加工
本章要点
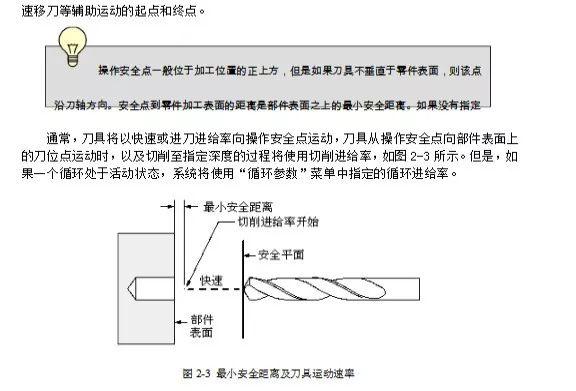
点位加工概述
点位加工几何体设置
点位加工循环参数设置
点位加工一般参数设置
2.1.2加工循环
数控系统对典型加工中几个固定或车续动作用同一个指令来指定完成本来要用多个程序段指令完成的加工动作,这个指令就是加工循环指令。为了满足不同类型孔的加工要求,UG在点位加工中提供了多种循环类型,控制刀具的切削运动过程。点位加工操作就是选择合理的加工循环并进行合理的参数设定的过程。点位加工操作循环也称作固定循环,通常包括的基本动作如下:
1.精确定位。
2.以快进或进刀速度移动至操作安全点。
3.以切削速度运动至零件表面上的加工位置点。
4.以切削速度或循环进给率加工至孔最深处。
5.孔底动作(暂停、让刀等)。
6.以退刀速度或快进速度退回操作安全点。
7.快速运行至安全平面(安全平面被激活)。
2.2点位加工几何体设置
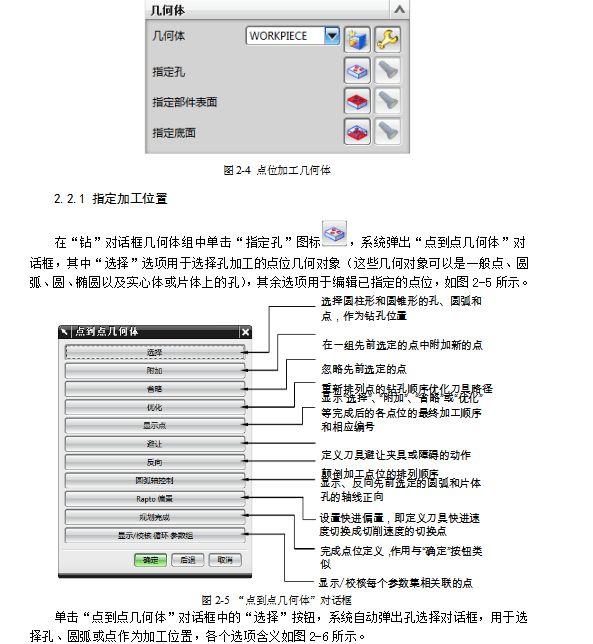
为了创建点位加工刀轨,需要定义点位加工几何体。点位加工几何的设置包括指定孔、部件表面和底面3种加工几何,其中孔为必选项,而部件表面和底面为可选项,如图2-4所示。
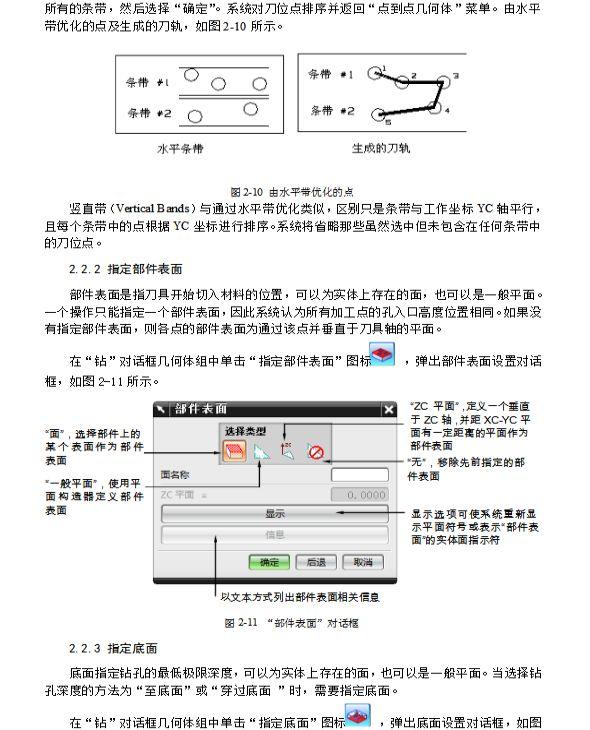

其设置方法与部件表面的设置方法相同,有关选择底面后各选项的描述,请参考部件表
面。
2.3参数设置
2.3.1循环类型
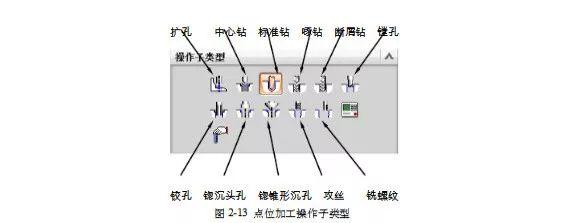
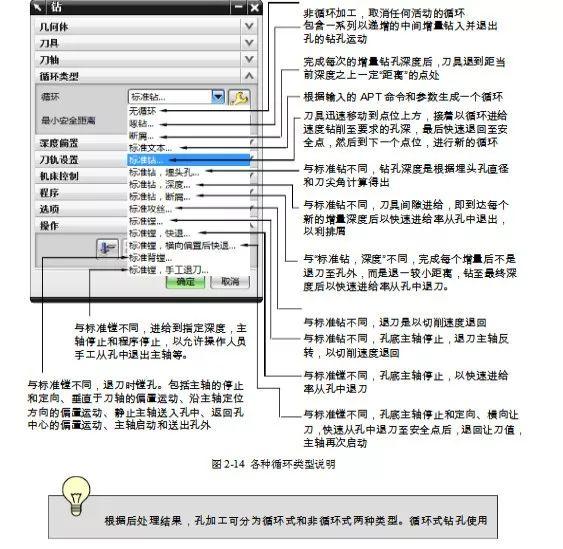
在点位加工中,实际的工件可能含有不同类型的孔,需要采用不同的加工方式,如标准钻、啄钻、深孔加工、攻螺纹和镗孔等。这些加I方式有的属于连续加工,有的属于断续加工,因此,;它们的刀具切削运动不同。为了满足不同类型的孔的加工要求,UG提供了多种点位加工的操作子类型,如图2-13所示。不同的操作子类型,对应着不同的钻孔循环方式。除了在创建操作时指定操作子类型外,还可以在“钻”对话框的循环类型组中,选择所需的钻孔循环类型,实现不同类型孔的加工,如图2-14所示。
2.3.2循环参数組
对于零件,上类型相同且直径相同的孔,其加工方式虽然相同,但由于各孔的深度不同,或者为满足不同孔的加工精度要求,需要用不同的进给速度加工。在同一个钻孔循环中,通过循环参数组指定不同的循环参数,可以满足不同孔的加工要求。在每个循环参数组中可以指定加工深度、进给堡、暂停时间和切削深度增里等循环参数。
使用循环参数组可以将不同的“循环参数”值与刀轨中不同的点或点组相关联o从循环类型下拉列表中选择循环类型后,系统弹出“指定参数组”对话框,如图2-15所示,输入要定义的循环参数组的数里,每个钻孔循环可指定1-5个循环参数组o在同一个刀具路径中,若各孔的加工深度相同,则指定↓个循环参数组1若有不同加工深度(例如3组)的孔,则应指定相应数里(3个)的循环参数组。
指定循环参数组的数里后,系統弹出“Cycle参数”对话框,为每个循环参数组设置相成的循环参数,这些参数详细指定了刀具将如何执行所需的操作。
通过选择适当的选项并输入合适的值,或选择“确定”接受显示的默认值。为循环参数组1指定参数。选择“确定”后,如果仅指定了一个参数组,系统将返回“钻”对话框。如果指定了多个参数组,系统将显示剩余的每个参数组的“Cycle参数”对话框。
按照定义循环参数组1的方式定义参数组2-5,不更改、更改一个或更改所有循环参数。对于“参数组2-5”,选择“复制上一组参数组”(此刻将被激活〉可以复制上一个参数组中的值并将其应用到当前参数组中。
2.3.3循环参数设置
不同的循环类型,有相应的循环参数,如图2- 16所示为标准钻循环参数的说明。
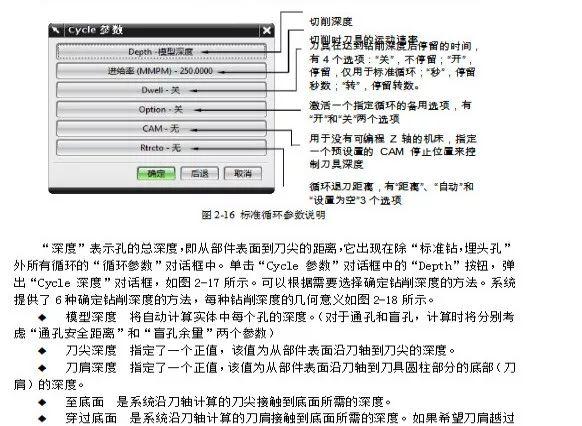
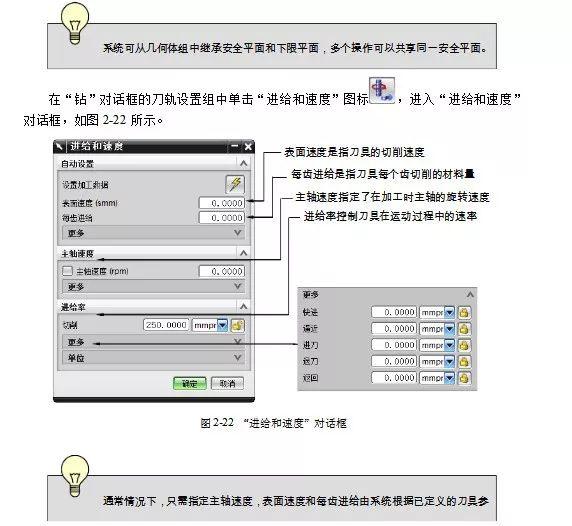
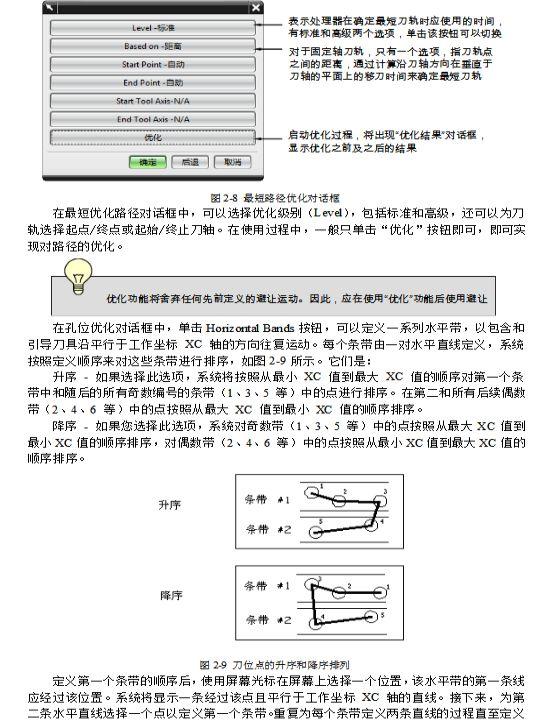
在“进给率”组中,可以设置切削速率,点击更多选项,可以指定快进、逼近、进刀、退刀和返回非切削移动的速率。钻削加工中通常只需要设置切削速率,其余移动速率使用默认值。
---------
文章为莫莫原创